Poloautomatické zváracie stroje sú jednoduché a spoľahlivé. Ale nič nie je večné, dokonca aj najkvalitnejšie mechanizmy môžu zlyhať, hlavnými dôvodmi môžu byť porušenia pravidiel prevádzky.
Poloautomatické zváracie zariadenie.
V tomto prípade sa vyhrievané spoje vytriedia, kontakty a svorky sa vyčistia, aby sa dobre hodili kontakty všetkých prvkov. Môžu sa vyskytnúť aj iné poruchy.
Práca poloautomatického zváracieho stroja.
V tejto situácii pri pripojení k sieti dôjde k samovoľnému vypnutiu, pretože sa spustí ochranný prvok. Takéto problémy sa najčastejšie vyskytujú v procese uzatvárania vysokonapäťového okruhu. Zvyčajne uzatvárajú vodiče a puzdro alebo samotné vedenie. Ochrana môže fungovať v dôsledku skratu medzi závitmi cievky alebo prvkami magnetického obvodu.
Ak je potrebná oprava, odpojte zvárací stroj od siete, nájdite zdroj problému a opravte ho - môže to byť obnova izolácie, výmena kondenzátora a iné možné poruchy.
Tento druh problému je najčastejšie sprevádzaný prehriatím zariadenia. Môže existovať niekoľko faktorov:
Zariadenie môže tiež silne bzučať, keď sú skratované zváracie káble alebo prvky magnetického obvodu. Pri vytváraní takejto poruchy je potrebné skontrolovať všetky upevňovacie prvky av prípade potreby ich dotiahnuť, odstrániť poruchy v mechanizme upevnenia jadra, je potrebné skontrolovať a izolovať zváracie káble.
Poloautomatické horákové zariadenie.
Najčastejšie k takýmto porušeniam dochádza v dôsledku nedodržiavania prevádzkových pravidiel - nastavenie zváracieho prúdu prekračuje povolené limity, používajú sa príliš veľké elektródy a tiež sa porušuje doba prevádzky (bez nevyhnutnej prestávky) zváracieho stroja. . Ak sa vyskytnú takéto problémy, je potrebné dodržať režim povolený pre toto zariadenie, ako aj ochladiť zariadenie a dať si prestávku v práci.
Nadmerné prehriatie vedie ku skratom vinutia cievky - to sú dôsledky spálenia izolačnej vrstvy, čo vedie dokonca k dymu. Toto sa považuje za najvážnejšiu poruchu, pri ktorej môže zariadenie vyhorieť. Ak k tomu dôjde, potom je potrebné obnoviť izolačnú vrstvu vedenia v cievkach, ale stáva sa, že sa nezaobídete bez úplného previnutia. Pri prevíjaní by sa mal použiť drôt z predchádzajúcej časti a s rovnakým počtom závitov.
A ak je malý indikátor zváracieho prúdu? Tieto poruchy sú spojené s poklesom napätia napájacích sietí alebo poruchou regulátora, ktorý dodáva prúd do zariadenia.
Ak prúd zváracieho stroja nie je regulovaný, potom sa podobný problém vyskytuje pri poruche mechanického nastavenia prúdu.
Regulátory v každom modeli majú inú modifikáciu. Problémy sa najčastejšie vyskytujú v skrutkách regulátora, v upínacích prvkoch, pri nerovnomernej pohyblivosti sekundárnych cievok, pri skrate tlmivky, ako aj pri prenikaní nečistôt alebo cudzích predmetov. V tomto prípade musí byť puzdro odstránené a je potrebné študovať všetky ovládacie mechanizmy.
Okrem toho, že máte predstavu o tom, z ktorých prvkov sa zvárací stroj skladá, musíte sa oboznámiť s komponentmi:
V niektorých modeloch môžu byť podávač drôtu, ovládací kábel a napájací zdroj v jednej jednotke.
VIDEO
Nie vždy je možné opraviť poloautomatický zvárací stroj, ale ak porucha nie je veľmi vážna, potom to stojí za to vyskúšať.
Najčastejším problémom, ktorý si nevyžaduje špeciálne vybavenie, je prilepenie elektródy pri povolenom prúde. Takéto poškodenie môže spôsobiť nasledovné:
nedostatočné napätie v sieti (je to dočasný faktor a nevyžaduje opravu);
sieťový kábel nepasuje tesne do zásuvky (v tomto prípade opravte alebo zmeňte konektor);
kontakty sú zapálené v napájacej sieti (treba zvoliť iný predlžovací kábel s prierezom väčším ako 2,5 mm, ale pod podmienkou, že dĺžka nepresahuje 40 m, ale ak áno, potom sa kábel používa viac ako 4 mm).
Ak je zvárací oblúk nestabilný alebo sa drôt úplne neroztopí, je najpravdepodobnejšie, že kontaktný hrot vypršal alebo nebolo správne pripojené uzemnenie svorky. Pri odstraňovaní týchto problémov stačí vymeniť hrot alebo vyčistiť kontakty svoriek od kontaminácie.
Dôvody prerušenia toku ochranného plynu, ktoré sú vyjadrené v zlej kvalite švu počas zvárania, môžu byť poruchou difúzora plynu. Takáto porucha môže byť opravená výmenou prvku.
Väčšinu problémov je teda možné odstrániť výmenou opotrebovaných prvkov a komponentov poloautomatických zváracích strojov. Ak drobné opravy nepriniesli výsledky, musíte vyhľadať pomoc od servisu alebo odborníka, ktorý má znalosti a technickú základňu zváracích poloautomatických zariadení potrebných na opravu.
Zvárací poloautomat je praktická vec v rukách domáceho majstra. Úspešne sa hodí na opravy v garáži, na výrobu brán, nádrží, dverí. Stáva sa však, že toto zariadenie samotné potrebuje opravu. Aké malé veci to môžu spôsobiť? Aké sú hlavné poruchy? Podrobná oprava poloautomatických zváracích strojov je popísaná v tomto článku. Pomocou tu uvedených tipov je možné opraviť „domáceho asistenta“ vlastnými rukami.
Poloautomatické zváranie sa vyskytuje v dôsledku generovania požadovaného napätia zdrojom prúdu, ktorý je schopný roztaviť rôzne kovy, ale zostáva bezpečný pri kontakte s osobou. Tento prúd sa prenáša cez kábel do horáka, ktorý má náustok, ktorý prenáša napätie na plniaci drôt, ktorý je tavnou elektródou.
Drôt je nepretržite privádzaný z rotujúcej cievky cez kovový kanál do horáka. Stlačením tlačidla na druhom sa spustí automatický proces.Súčasne sa cez hadicu v kanáli pohybuje ochranný plyn z tlakovej fľaše, aby sa zabránilo kontaktu zvarového kúpeľa s okolitým vzduchom. Prívod inertnej zmesi je regulovaný nastaveným tlakom na manometri. Zvárač ovláda iba koniec horáka, aby vytvoril šírku zvaru na spoji.
Oprava poloautomatického zváracieho stroja vlastnými rukami spočíva v určení problémového uzla a identifikácii faktorov ovplyvňujúcich jeho prevádzku. Hlavné bloky zariadení v poloautomatickom zariadení sú:
Vaša poloautomatická oprava musí začať kontrolou zariadenia, aby sa identifikoval prvok, ktorý zlyhá. Dôvody, ktoré ovplyvňujú prevádzku zariadenia, môžu byť rôzne: od nesprávnych nastavení až po vyhorenie vinutia v časti generujúcej prúd. Na opravy budete potrebovať meracie prístroje a nástroje, pomocou ktorých sa uzly rozoberú a opravia:
Niekedy oprava poloautomatických zariadení neznamená globálne problémy a výmenu dielov, ale môže spočívať v oprave nastavení alebo odstraňovaní menších porúch. Nasledujú príklady takýchto problémov a možné riešenia.
2. Pri práci ďaleko od zásuvky sa používa príliš dlhý predlžovací kábel.
3. Kábel, ktorý spája horák, nie je pevne zaskrutkovaný do zásuvky.
4. Nesprávne zvolený kábel zo zariadenia do zásuvky (úsek menší ako 2,5 mm).
5. Nesprávne nastavená intenzita prúdu na paneli zariadenia.
6. Zlý kontakt v zásuvke.
2. Vymeňte predlžovací kábel za drôt s prierezom väčším ako 4 mm.
3. Otočte kábel v mosadznej objímke upevnenia v smere hodinových ručičiek, kým sa nezastaví.
4. Vymeňte kábel zo zariadenia do elektrickej siete.
5. Nastavte prúd na jednotke podľa odporúčaní týkajúcich sa hrúbky spoja a druhu materiálu.
6. Opravte zásuvku utiahnutím stýkačov.
2. Príliš rýchly posuv drôtu, ktorý naráža do zvarového kúpeľa a rozprašuje ho.
3. Hrdza nie je na výrobku dobre vyčistená.
2. Nastavte posuv drôtu.
3. Očistite hrdzu kovovou kefou.
2. Nesprávne zvolené valčeky alebo opotrebované ich drážky.
3. Upínací mechanizmus je uvoľnený.
4. Zvolený nesprávny priemer drôtu.
5. Kanál skrúteného kábla.
2. Výmena valčekov za prvky so správnym označením priemeru alebo inštalácia nových na výmenu opotrebovaných.
3. Utiahnite upínacie zariadenie.
4. Nainštalujte drôt iného priemeru.
5. Narovnajte káblový kanál; zabrániť tvorbe slučiek.
3. Fľaša nie je správne otvorená alebo je bez plynu.
2. Vymeňte valec za iný.
3. Úplne vypnite ventil alebo skontrolujte hodnoty na „vysokom“ tlakomeri.
2. Cievka spadla z bubna.
3. Inštalované valčeky s menším priemerom.
2. Nasaďte cievku na os rotátora.
Správne nastavenie zariadenia a výmena niektorých prvkov pomôže obnoviť prevádzku zariadenia. Ak však zariadenie vôbec nefunguje, problém možno leží hlbšie a budú potrebné vážnejšie opravné opatrenia.
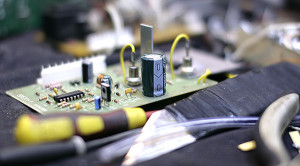
Oprava poloautomatického zariadenia môže tiež vyžadovať znalosti elektrotechniky, pretože poruchy sa vyskytujú na samotnej doske alebo na inej časti elektronického obvodu. Je to spôsobené nahromadením vlhkosti na vnútorných prvkoch prístroja, zanedbaním zváracích režimov, ktoré viedli k prehriatiu, alebo zaprášením uzlov, ktoré prispievajú k zvýšeniu teploty.
Jedným z najčastejších problémov poloautomatu je vyhorenie diódy, prípadne celého mostíka. Tento uzol je zodpovedný za premenu prúdu na jednosmerný prúd a ovplyvňuje kvalitu švu. Ak dióda vykazuje známky poruchy, je potrebné ju vymeniť. Príznaky, na ktoré si treba dávať pozor, zahŕňajú:
opuch tela;
stmavnutie škrupiny;
prítomnosť trhlín na prvku;
stopy sadzí na nohách.
Keď sa určí nefunkčná dióda, mala by sa odspájkovať a nahradiť podobnou novou. Je dôležité vybrať časť vhodného označenia. V poloautomatickom zariadení sa kondenzátor rozbije ešte častejšie. Jeho výmena sa vykonáva pomocou spájkovačky.Všetky tieto práce je možné vykonávať ručne.
Vážnejším problémom bude vyhorenie tlmivky, ktorá je zodpovedná za hladké horenie elektrického oblúka. Na testovanie uzla by ste mali použiť ohmmeter. Ak induktor nefunguje správne, bude potrebné ho previnúť alebo nahradiť novým.
V dôsledku prehriatia môže dôjsť k porušeniu izolácie vinutia transformátora a skratu. Stroj by mal zabrániť výpadku napätia na skrini a uzemnenie by ho malo priviesť k zemi. Oprava spočíva v "prezvonení" cievok, aby sa presne identifikovalo miesto poruchy, po ktorom by sa mal zlomený diel previnúť.
Tranzistorový blok sa zriedka rozbije, ale mal by sa tiež skontrolovať pomocou testera. Signál musí prechádzať nielen cez každý jednotlivý prvok, ale aj cez celý obvod. Ak sa zistí prerušenie, spálená časť sa musí vymeniť.
Opravy na poloautomatickom stroji môžu trvať dlho. Ale ak budete pozorne postupovať podľa tu uvedených tipov, budete môcť obnoviť „životnú aktivitu“ zariadenia a ušetriť peniaze za volanie špecialistu.
Moderné zariadenia na zváranie rôznych zliatin a kovov sa vyznačujú pomerne jednoduchou konštrukciou a vysokou prevádzkovou spoľahlivosťou. Napriek tomu si opravy zváracích strojov pravidelne vyžadujú aj tie „najúžasnejšie“ jednotky.
Poruchy zváracích strojov sú najčastejšie spôsobené ich nesprávnym používaním, nedodržiavaním odporúčaní výrobcu zariadenia spotrebiteľmi, ako aj prirodzeným opotrebovaním jeho jednotlivých komponentov. Opravy môžu byť potrebné aj v nasledujúcich prípadoch:
nesúlad medzi veľkosťou prúdu v napájacom zdroji a napätím k tým indikátorom, ktoré sú potrebné pre stabilnú prevádzku zváracieho zariadenia;
negramotné pripojenie zariadenia k zdroju energie a nesprávne dokončenie práce;
zváranie v kontaminovaných alebo veľmi vlhkých priestoroch, na otvorených priestranstvách počas dažďa alebo snehu.
Ako ukazuje prax, najčastejšie vo zváracích jednotkách zlyhá zostava svoriek, ku ktorej sú pripojené vodiče potrebné na prácu.
Káble a rôzne spojovacie prvky na ňom sa môžu prehriať nesprávnym používaním zariadenia (napríklad pri dlhodobom používaní zariadenia na najvyššiu hodnotu prúdu) a zlým kontaktom.
Izolácia drôtov za takýchto podmienok sa začína topiť, čo vedie k skratu. S vyjadreným problémom sa môžete vyrovnať vlastnými rukami, stačí dôkladne vyčistiť káble a ich miesta kontaktu so zariadením a potom ich čo najtesnejšie ukotviť.
Prítomnosť akejkoľvek poruchy v zariadení je zvyčajne signalizovaná nasledujúcimi príznakmi:
zvárací prúd je ťažké nastaviť;
dôjde k spontánnemu vypnutiu jednotky;
zvárací oblúk sa periodicky prerušuje;
spustenie zariadenia spôsobuje určité ťažkosti (nezapne sa prvýkrát, zapne sa a okamžite sa vypne atď.);
počas zvárania sa jednotka veľmi zahrieva a bzučí.
Ďalej budeme hovoriť o tom, aké poruchy sú vlastné zváracím invertorom, usmerňovačom a transformátorom, a poskytneme tipy, ako ich sami opraviť.
VIDEO Teraz sa zváracie invertory používajú v priemyselných podnikoch aj jednotlivcami. Tieto jednotky poskytujú skutočný komfort pre zvárača a zaručujú vysokú kvalitu zváracieho procesu. Dosahuje sa to komplikovaním ich konštrukcie, čo, prirodzene, vo väčšine prípadov znižuje spoľahlivosť meničov.
Nie je vždy možné opraviť invertorové zariadenie vlastnými rukami, pretože ide o elektronickú techniku a nie o jednoduchšie elektrické zariadenie (napríklad transformátor alebo usmerňovač na zváranie).A to znamená, že diagnostika porúch jednotiek a ich odstránenie si vyžaduje, aby osoba mala špeciálne znalosti.
Na úspešné obnovenie výkonu takýchto inštalácií vlastnými rukami musí používateľ „byť na vás“ s rôznymi meracími zariadeniami, od multimetrov po osciloskopy. Tieto zariadenia umožňujú vykonávať presnú diagnostiku meničov a ich elektronické „vypchávanie“ (zenerove diódy, diódy, rôzne tranzistory atď.), čím sa zisťujú všetky existujúce poruchy.
Obtiažnosť opravy invertorových zváracích strojov spočíva v tom, že osoba musí postupne skontrolovať elektrický obvod jednotky a nájsť chybný komponent. V opačnom prípade nebude nič fungovať, pretože podľa povahy poruchy je takmer nemožné nájsť „mŕtvy“ prvok zváracieho zariadenia.
Preto, ak ste sa nikdy nezaoberali elektronikou, nemá zmysel opravovať meniče vlastnými rukami. Jednoducho stratíte energiu a stratíte veľa času, ale nič nedosiahnete. Okrem toho existuje nebezpečenstvo, že počas takejto „opravy“ problém len zhoršíte prerušením elektrického obvodu.
V tých prípadoch, keď má človek skúsenosti s mikroobvodmi a elektrickými komponentmi, sa ľahko dokáže vyrovnať s jednoduchými poruchami invertorového zváracieho zariadenia. Zvyčajne sa jeho poruchy zistia vykonaním nasledujúcich kontrol:
Analýza výkonu diódových mostíkov (výstupných a vstupných usmerňovačov), ktoré sú namontované na radiátore. Mali by byť demontované z dosky odpojením kabeláže a potom hľadať zlomený usmerňovač pomocou metódy elementárneho zvonenia. Po zistení nefunkčného komponentu sa tento vymení za nový. Odborníci odporúčajú na vykonanie takejto operácie použiť špeciálnu spájkovačku vybavenú sacím mechanizmom.
Kontrola komponentov ovládača. Vykonáva sa ohmmetrom. Ak sa nájde chybný ovládač, odspájkuje sa, z údajového listu zariadenia sa vyberie vhodný analóg a umiestni sa na miesto starého komponentu.
Testovanie tranzistorov. Vo väčšine invertorových zariadení najčastejšie zlyhávajú tranzistory. Nájdenie takéhoto prvku nie je vôbec ťažké, vydáva sa ako spálené závery, prítomnosť malých prasklín na puzdre. Ak nie sú uvedené žiadne viditeľné chyby, môžete každý tranzistor zazvoniť pomocou multimetra a identifikovať chybný.
Zváracie invertory našich dní môžu mať iné rozloženie prvkov. Ich dizajn sa však príliš nelíši, takže oprava invertorových zariadení od rôznych výrobných spoločností vlastnými rukami nemôže spôsobiť ťažkosti osobe, ktorá má predstavu o princípoch budovania elektrických obvodov.
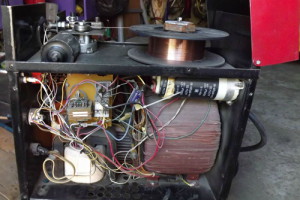
VIDEO Obnovenie normálnej prevádzky takýchto zariadení je jednoduchšie. Samoopravu zváracích transformátorov zvládne takmer každý amatérsky zvárač. Zvyčajne sa musí vysporiadať s nasledujúcimi poruchami zváracieho zariadenia:
Prevíjanie cievky, o ktorej sme hovorili, môže byť potrebné aj vtedy, keď zariadenie nie je zaťažené a zariadenie odoberá vysoký prúd zo siete. Dôvod takéhoto rozpadu je rovnaký - vinutie je zatvorené.
Všetky ostatné poruchy zváracieho transformátora sú spôsobené rozpadom jeho jednotlivých komponentov a komponentov. Napríklad pomerne často zlyhá zariadenie na reguláciu prúdu, jeho cievky (sekundárne a škrtiaca klapka), do ktorých počas prevádzky padajú cudzie predmety. Nie je ťažké nájsť takúto poruchu kvôli jednoduchosti konštrukcie transformátora na zváranie.
VIDEO Zváracie usmerňovače sú konštrukčne podobné transformátorom, ale sú navyše vybavené mechanizmami, ktoré sú vlastné invertorovému zariadeniu (riadiaci modul a diódový usmerňovač). Tento stav určuje zvláštnosti ich opravy.
Ak dôjde k poruche jednotiek pohonnej jednotky, opravia sa rovnakým spôsobom ako zváracie transformátory (previnú sa cievky, obnoví sa izolácia medzi káblami, vymenia sa regulátory a kondenzátory atď.). V prípade poruchy riadiacej jednotky a diódového usmerňovača by sa však mal analyzovať stav elektrického obvodu zariadenia.
Zváracie poloautomatické zariadenia môžu byť navrhnuté na báze usmerňovačov alebo invertorov. Ako sami chápete, je potrebné opraviť takéto jednotky podľa vyššie opísaných zásad - poruchy budú rovnaké. Treba poznamenať, že pri prevádzke poloautomatických strojov sa často zaznamenávajú mechanické poruchy, ktoré sú spôsobené opotrebovaním podávača drôtu do zóny zvárania.
V tomto zariadení je možné pri aktívnom používaní zváracieho zariadenia pozorovať zvýšené trenie medzi kanálom a dodávaným drôtom. Podobný problém je vyriešený inštaláciou nového kanála. Je lepšie nepoužívať iné spôsoby obnovenia normálneho fungovania zariadenia kvôli ich nízkej účinnosti.
VIDEO Je možné opraviť zvárací stroj svojpomocne? To si vyžaduje znalosť porúch charakteristických pre určitý typ zariadenia a dostupných možností na ich odstránenie. Ďalej sa porozprávajme o vlastnostiach opravy poloautomatického zváracieho stroja vlastnými rukami, ktorý sa v moderných podmienkach široko používa.
Poloautomatický zvárací stroj je elektrický prístroj určený na zváranie pomocou elektródy.
Konštrukčne je zvárací poloautomat vybavený elektronikou s vysokými frekvenciami. Ten má tú vlastnosť, že nielen zvyšuje výkon jednotiek, ale často ukazuje aj svoj „vrtošivý“ charakter.
Postup opravy invertorového poloautomatického zváracieho stroja (model a výrobca neovplyvňuje) začína typickým otvorením stroja a kontrolou vnútorných častí. Je možné, že už pri prvotnej kontrole sa podarí identifikovať diel, ktorý sa stal nepoužiteľným.
Ak nie sú pozorované žiadne vonkajšie zmeny, potom sa odoberú na diagnostiku.
Schéma zariadenia zváracieho poloautomatického zariadenia.
Najprv skontrolujte poistky na riadiacej doske. Pomocou testera alebo ohmmetra sa rozbitý prvok vypočíta demontážou dosky. Po jeho nájdení sa opatrne vymení za nový a poloautomatické zariadenie sa znova zloží. Keď sú všetky štartéry v prevádzkovom stave, hľadajú problém ďalej a analyzujú možné problémy s okruhom.
Oprava poloautomatického zváracieho stroja je často spojená s poruchami tranzistorov s efektom poľa, ktoré sú najslabším miestom. Znaky porúch (boli uvedené vyššie) sa navonok v tejto skupine prvkov vôbec neprejavujú. Je extrémne zriedkavé, že puzdro praskne a zvody sa roztavia. Tieto vlastnosti spôsobujú, že je potrebné hľadať spálené tranzistory tak, že ich jeden po druhom zavoláte multimetrom.
Ďalším momentom diagnostiky je ovládanie komponentov budiča zodpovedného za činnosť tranzistorov s efektom poľa. Opotrebované prvky je možné určiť pomocou ohmmetra.
Schéma zváracieho usmerňovača.
Upozornenie: Aby nedošlo k zámene, odporúča sa, aby ovládacie prvky aj tranzistory zvonili vo vzťahu k okruhu existujúceho invertorového poloautomatického zariadenia, pričom si vopred zvolili smer (napríklad zhora nadol). V tomto prípade sa riziko nezohľadnenia alebo vynechania akéhokoľvek prvku zníži na nulu.
Ak sa porucha stále nezistí, diagnostika sa dokončí kontrolou hlavných prvkov usmerňovačov (alebo diódových mostíkov). Posledne menované sú najspoľahlivejšie časti invertorového zváracieho stroja a zlyhávajú zriedka, nie je však vhodné úplne vylúčiť pravdepodobnosť ich zlyhania.Na diagnostiku diód umiestnených na radiátoroch sa odpájajú od dosky. Pracovná dióda mení odpor z plus na mínus a naopak. Pri iných výsledkoch testu sú diódy vyhodené.
Oprava poloautomatického zariadenia v prípade zistenia porúch opísaných vyššie spočíva v výmene chybných komponentov.
Prehriatie je často príčinou zlyhania tranzistora. V prípade kontroly vnútrajška jednotky by bolo vhodné pre každý prípad vymeniť teplovodivú pastu v miestach kontaktu s doskou chladiča.
A v pripade poruchy si mozes pozriet kontakty. Tie, ktoré sa nezdajú byť veľmi upratané, sa očistia a spoja.
Oprava zváracieho poloautomatického stroja vlastnými rukami je pomerne obľúbeným procesom medzi remeselníkmi, ktorí často vykonávajú karosárske práce.
Schéma zváracieho transformátora.
Ale nie vždy je to možné. Aj keď s menšou poruchou, pokus o jeho pátranie nemusí byť bezvýznamný.
Jedným z problémov, ktoré si nevyžadujú povinný odborný zásah, je prilepenie elektródy pri správnom výbere sily prúdu. Príčiny porúch sú tieto faktory:
slabé sieťové napätie (časom sa zmení, takže nie je potrebné zasahovať);
kábel "chodí" v zásuvke (z času na čas opravte alebo vymeňte opotrebovaný konektor);
kontakty v napájacom zdroji sa vypália: vyberú ďalší predlžovací kábel s priemerom drôtu väčším ako 2,5 mm, keď je dĺžka asi 40 ma 4 mm, ak je viac.
Ak je zvárací oblúk nestabilný alebo použitý drôt nie je úplne roztavený, kontaktný hrot sa mohol stať nepoužiteľným alebo je nesprávne pripojená uzemňovacia svorka. Aby ste sa zbavili nepohodlia pri práci, hrot sa vymení a oblasť svorky sa očistí od nečistôt.
Poruchy v prívode ochranného plynu, ktoré majú za následok zlú kvalitu zvaru, môžu byť spôsobené poruchami plynového difúzora. Problém je vyriešený výmenou prvku.
VIDEO
Väčšina problémov je teda eliminovaná možnosťou výmeny rýchlo sa opotrebovaných prvkov zváracieho stroja. Keď všetky akcie nepomáhajú, uchýlia sa k pomoci servisného strediska, ktoré má k dispozícii potrebnú technickú základňu na opravu zváracích strojov.
Najslabším prvkom zváracích transformátorov je svorkovnica, na ktorú sa pripájajú zváracie káble. Zlý kontakt spolu s vysokým zváracím prúdom vedie k silnému zahrievaniu spojenia a k nemu pripojených drôtov. Výsledkom je zničenie samotného spojenia, vyhorenie izolácie na koncoch vinutia, v dôsledku čoho dôjde ku skratu.
Oprava zváracieho transformátora v tomto prípade spočíva vo vytriedení vykurovacieho spoja, vyčistení kontaktných plôch a ich zovretí, aby sa zabezpečil tesný kontakt všetkých prvkov.
Okrem iného sa vyskytujú nasledujúce poruchy.
Spontánne vypnutie zváracieho stroja . Keď je transformátor pripojený k sieti, spustí sa jeho ochrana, v dôsledku čoho sa zariadenie vypne. Môže to byť spôsobené skratmi vo vysokonapäťovom obvode - medzi vodičmi a puzdrom alebo vodičmi medzi sebou. K fungovaniu ochrany môže viesť aj skrat medzi závitmi cievok alebo plechov magnetického obvodu, ako aj porucha kondenzátorov. Pri oprave je potrebné odpojiť transformátor od siete, nájsť chybné miesto a odstrániť poruchu - obnoviť izoláciu, vymeniť kondenzátor atď.
Silné bzučanie transformátora často sprevádzané prehriatím. Dôvodom môže byť uvoľnenie skrutiek uťahujúcich plošné prvky magnetického obvodu, poruchy upevnenia jadra alebo mechanizmu pohybu cievok, preťaženie transformátora (príliš dlhá prevádzka, vysoký zvárací prúd, veľký priemer elektródy). Skrat medzi zváracími káblami alebo plechmi magnetického obvodu tiež vedie k silnému bzučaniu.Je potrebné skontrolovať a dotiahnuť všetky skrutky a skrutky, odstrániť porušenia v mechanizmoch na pripevnenie jadra a posúvanie cievok, skontrolovať a obnoviť izoláciu zváracích káblov.
Nadmerné zahrievanie zváracieho stroja . Medzi najčastejšie dôvody patrí porušenie prevádzkového poriadku v podobe nastavenia zváracieho prúdu nad prípustnú hodnotu, použitie elektródy s veľkým priemerom alebo príliš dlhá práca bez prerušenia. Je potrebné dodržiavať štandardný režim prevádzky - nastaviť mierne hodnoty prúdu, používať elektródy malých priemerov, robiť prestávky v práci na chladenie zariadenia.
Silné zahrievanie môže viesť ku skratu medzi závitmi vinutia cievky v dôsledku spaľovania izolácie, zvyčajne sprevádzaného dymom. Toto je najzávažnejší prípad, o ktorom hovoria, že prístroj „vyhorel“. Ak sa tak stane, potom si oprava zváracieho stroja vyžiada v najlepšom prípade lokálnu obnovu izolácie drôtu cievky, v horšom prípade jeho úplné previnutie. V poslednej verzii, aby sa zachovali vlastnosti zariadenia, je potrebné previnúť drôt s pôvodnou sekciou - s rovnakým počtom závitov ako bol.
Nízky zvárací prúd . Tento jav možno pozorovať pri nízkom napätí v napájacej sieti alebo poruche regulátora zváracieho prúdu.
Slabá regulácia zváracieho prúdu . To môže byť spôsobené rôznymi poruchami v mechanizmoch riadenia prúdu, ktoré sa líšia v rôznych prevedeniach zváracích transformátorov. Konkrétne ide o poruchy skrutky regulátora prúdu, skrat medzi svorkami regulátora, narušenie pohyblivosti sekundárnych cievok v dôsledku vniknutia cudzích predmetov alebo z iných dôvodov, skrat v cievke tlmivky atď. Je potrebné odstrániť kryt z prístroja a preskúmať špecifický mechanizmus kontroly prúdu na poruchu. Jednoduchosť zariadenia zváracieho stroja a dostupnosť všetkých jeho komponentov na kontrolu uľahčuje riešenie problémov.
Náhle prerušenie zváracieho oblúka a nemožnosť jeho opätovného zapálenia . Namiesto oblúka sú pozorované len malé iskry. Môže to byť spôsobené poruchou vysokonapäťového vinutia na zváracom okruhu, skratom medzi zváracími drôtmi alebo porušením ich pripojenia na svorky zariadenia.
Vysoká spotreba prúdu zo siete pri absencii zaťaženia . Môže to byť spôsobené skratom závitov vinutia, ktorý je eliminovaný lokálnym obnovením izolácie alebo úplným previnutím cievky.
Existujúca elektronická časť - diódový usmerňovač a riadiaci modul - spája zvárací usmerňovač s meničom. Riešenie problémov preto zahŕňa kontrolu diódového mostíka a prvkov riadiacej dosky. Diódový mostík je spoľahlivou súčasťou elektronických obvodov, ale niekedy zlyhá. Vo všeobecnosti môžu byť príčiny poruchy veľmi odlišné: stopy na doskách vyhoreli, transformátory riadiaceho obvodu zlyhali. Nižšie uvedená fotografia zobrazuje prípad, keď svojpomocná oprava zváracieho stroja, ktorá spočívala vo výmene nefunkčnej časti riadiacej dosky za ruský náprotivok, umožnila používateľovi ušetriť značné množstvo pri opravách (70 % náklady na zvárací stroj).
Na rozdiel od zváracieho transformátora, ktorý je skôr elektrickým výrobkom, je zvárací invertor elektronické zariadenie. To znamená, že diagnostika a oprava zváracích invertorov zahŕňa kontrolu výkonu tranzistorov, diód, rezistorov, zenerových diód a ďalších prvkov, ktoré tvoria elektronické obvody. Musíte vedieť pracovať s osciloskopom, nehovoriac o multimetroch, voltmetroch a iných bežných meracích zariadeniach.
Charakteristickým rysom opravy meničov je, že v mnohých prípadoch je ťažké alebo dokonca nemožné určiť chybný komponent podľa povahy poruchy, musíte postupne skontrolovať všetky prvky obvodu.
Z vyššie uvedeného vyplýva, že úspešná oprava zváracieho invertora vlastnými rukami je možná len vtedy, ak máte aspoň základné znalosti v elektronike a málo skúseností s prácou s elektrickými obvodmi. V opačnom prípade môže samočinná oprava viesť iba k strate času a úsilia.
Ako viete, princípom činnosti zváracieho invertora je postupná konverzia elektrického signálu:
Usmernenie sieťového prúdu - pomocou vstupného usmerňovača.
Premena usmerneného prúdu na vysokofrekvenčný striedavý prúd - v invertorovom module.
Zníženie vysokofrekvenčného napätia na zváranie - pomocou výkonového transformátora (má veľmi malé rozmery kvôli vysokej frekvencii napätia).
Usmernenie striedavého vysokofrekvenčného prúdu na priame zváranie - výstupným usmerňovačom.
V súlade s vykonanými operáciami sa menič konštrukčne skladá z niekoľkých elektronických modulov, z ktorých hlavné sú modul vstupného usmerňovača, modul výstupného usmerňovača a riadiaca doska s kľúčmi (tranzistory).
Hoci hlavné komponenty v meničoch rôznych prevedení zostávajú nezmenené, ich usporiadanie v zariadeniach od rôznych výrobcov sa môže značne líšiť.
Kontrola tranzistorov . Najslabším miestom invertorov sú tranzistory, preto oprava invertorových zváracích strojov začína väčšinou ich kontrolou. Chybný tranzistor je zvyčajne okamžite viditeľný - hacknuté alebo prasknuté puzdro, vyhorené závery. Ak sa to nájde, môžete začať s opravou meniča jeho výmenou. Takto vyzerá zlomený kľúč.
A takto sa to inštalovalo namiesto toho spáleného. Tranzistor je namontovaný na tepelnom tuku (KPT-8), ktorý zabezpečuje dobrý odvod tepla do hliníkového radiátora.
Niekedy neexistujú žiadne vonkajšie známky poruchy, všetky klávesy vyzerajú neporušené. Potom na určenie chybného tranzistora sa na ich kontrolu použije multimeter.
Identifikácia chybných prvkov je veľmi dobrá, ale zďaleka nie všetko. Oprava invertorových zváracích strojov zahŕňa aj hľadanie vhodných analógov namiesto vyhorených prvkov. Na tento účel sa určia charakteristiky zlyhaných prvkov (podľa údajového listu) a na základe toho sa vyberú analógy na výmenu.
Kontrola prvkov ovládača . Výkonové tranzistory zvyčajne nezlyhajú samy o sebe, najčastejšie tomu predchádza zlyhanie prvkov budiča, ktorý ich „hojdá“. Nižšie je fotografia dosky s prvkami meniča Telwin Tecnica 164. Kontrola sa vykonáva pomocou ohmmetra. Všetky chybné diely sú spájkované a nahradené vhodnými náprotivkami.
Kontrola usmerňovačov . Vstupné a výstupné usmerňovače, ktoré sú diódovými mostíkmi namontovanými na radiátore, sa považujú za spoľahlivé prvky meničov. Niekedy však zlyhajú aj oni. Toto neplatí pre tie, ktoré sú zobrazené na fotografii nižšie, sú prevádzkyschopné.
Najpohodlnejšie je skontrolovať diódový mostík tak, že z neho odspájkujete vodiče a vyberiete ho z dosky. To uľahčuje prácu a nezavádza v prípade skratu v obvode. Overovací algoritmus je jednoduchý, ak zakrátko zazvoní celá skupina, treba hľadať chybnú (rozbitú) diódu.
Na spájkovanie dielov je vhodné použiť spájkovačku s odsávaním.
ovládanie riadiacej dosky . Kľúčová riadiaca doska je najkomplexnejším modulom zváracieho invertora, od jeho prevádzky závisí spoľahlivosť fungovania všetkých komponentov zariadenia. Kvalifikovaná oprava zváracích invertorov by mala skončiť kontrolou prítomnosti riadiacich signálov prichádzajúcich na hradlové zbernice kľúčového modulu. Táto kontrola sa vykonáva pomocou osciloskopu.
Moderné zariadenia na zváranie rôznych zliatin a kovov sa vyznačujú pomerne jednoduchou konštrukciou a vysokou prevádzkovou spoľahlivosťou. Napriek tomu si opravy zváracích strojov pravidelne vyžadujú aj tie „najúžasnejšie“ jednotky.
Poruchy zváracích strojov sú najčastejšie spôsobené ich nesprávnym používaním, nedodržiavaním odporúčaní výrobcu zariadenia spotrebiteľmi, ako aj prirodzeným opotrebovaním jeho jednotlivých komponentov. Opravy môžu byť potrebné aj v nasledujúcich prípadoch:
nesúlad medzi veľkosťou prúdu v napájacom zdroji a napätím k tým indikátorom, ktoré sú potrebné pre stabilnú prevádzku zváracieho zariadenia;
negramotné pripojenie zariadenia k zdroju energie a nesprávne dokončenie práce;
zváranie v kontaminovaných alebo veľmi vlhkých priestoroch, na otvorených priestranstvách počas dažďa alebo snehu.
Ako ukazuje prax, najčastejšie vo zváracích jednotkách zlyhá zostava svoriek, ku ktorej sú pripojené vodiče potrebné na prácu.
Káble a rôzne spojovacie prvky na ňom sa môžu prehriať nesprávnym používaním zariadenia (napríklad pri dlhodobom používaní zariadenia na najvyššiu hodnotu prúdu) a zlým kontaktom.
Izolácia drôtov za takýchto podmienok sa začína topiť, čo vedie k skratu. S vyjadreným problémom sa môžete vyrovnať vlastnými rukami, stačí dôkladne vyčistiť káble a ich miesta kontaktu so zariadením a potom ich čo najtesnejšie ukotviť.
Prítomnosť akejkoľvek poruchy v zariadení je zvyčajne signalizovaná nasledujúcimi príznakmi:
zvárací prúd je ťažké nastaviť;
dôjde k spontánnemu vypnutiu jednotky;
zvárací oblúk sa periodicky prerušuje;
spustenie zariadenia spôsobuje určité ťažkosti (nezapne sa prvýkrát, zapne sa a okamžite sa vypne atď.);
počas zvárania sa jednotka veľmi zahrieva a bzučí.
Ďalej budeme hovoriť o tom, aké poruchy sú vlastné zváracím invertorom, usmerňovačom a transformátorom, a poskytneme tipy, ako ich sami opraviť.
VIDEO Teraz sa zváracie invertory používajú v priemyselných podnikoch aj jednotlivcami. Tieto jednotky poskytujú skutočný komfort pre zvárača a zaručujú vysokú kvalitu zváracieho procesu. Dosahuje sa to komplikovaním ich konštrukcie, čo prirodzene vo väčšine prípadov znižuje spoľahlivosť meničov.
Nie je vždy možné opraviť invertorové zariadenie vlastnými rukami, pretože ide o elektronickú techniku a nie o jednoduchšie elektrické zariadenie (napríklad transformátor alebo usmerňovač na zváranie). A to znamená, že diagnostika porúch jednotiek a ich odstránenie si vyžaduje, aby osoba mala špeciálne znalosti.
Na úspešné obnovenie výkonu takýchto inštalácií vlastnými rukami musí používateľ „byť na vás“ s rôznymi meracími zariadeniami, od multimetrov po osciloskopy. Tieto zariadenia umožňujú vykonávať presnú diagnostiku meničov a ich elektronické „vypchávanie“ (zenerove diódy, diódy, rôzne tranzistory atď.), čím sa zisťujú všetky existujúce poruchy.
Obtiažnosť opravy invertorových zváracích strojov spočíva v tom, že osoba musí postupne kontrolovať elektrický obvod jednotky a nájsť chybný komponent. V opačnom prípade nebude nič fungovať, pretože podľa povahy poruchy je takmer nemožné nájsť „mŕtvy“ prvok zváracieho zariadenia.
Preto, ak ste sa nikdy nezaoberali elektronikou, nemá zmysel opravovať meniče vlastnými rukami. Jednoducho stratíte energiu a stratíte veľa času, ale nič nedosiahnete. Okrem toho existuje nebezpečenstvo, že počas takejto „opravy“ problém len zhoršíte prerušením elektrického obvodu.
V tých prípadoch, keď má človek skúsenosti s mikroobvodmi a elektrickými komponentmi, sa ľahko dokáže vyrovnať s jednoduchými poruchami invertorového zváracieho zariadenia. Zvyčajne sa jeho poruchy zistia vykonaním nasledujúcich kontrol:
Analýza výkonu diódových mostíkov (výstupných a vstupných usmerňovačov), ktoré sú namontované na radiátore. Mali by byť demontované z dosky odpojením kabeláže a potom hľadať zlomený usmerňovač pomocou metódy elementárneho zvonenia. Po zistení nefunkčného komponentu sa tento vymení za nový. Odborníci odporúčajú na vykonanie takejto operácie použiť špeciálnu spájkovačku vybavenú sacím mechanizmom.
Kontrola komponentov ovládača. Vykonáva sa ohmmetrom. Ak sa nájde chybný ovládač, odspájkuje sa, z údajového listu zariadenia sa vyberie vhodný analóg a umiestni sa na miesto starého komponentu.
Testovanie tranzistorov. Vo väčšine invertorových zariadení najčastejšie zlyhávajú tranzistory. Nájdenie takéhoto prvku nie je vôbec ťažké, vydáva sa ako spálené závery, prítomnosť malých prasklín na puzdre. Ak nie sú uvedené žiadne viditeľné chyby, môžete každý tranzistor zazvoniť pomocou multimetra a identifikovať chybný.
Zváracie invertory našich dní môžu mať iné rozloženie prvkov. Ich dizajn sa však príliš nelíši, takže oprava invertorových zariadení od rôznych výrobných spoločností vlastnými rukami nemôže spôsobiť ťažkosti osobe, ktorá má predstavu o princípoch budovania elektrických obvodov.
VIDEO Obnovenie normálnej prevádzky takýchto zariadení je jednoduchšie. Samoopravu zváracích transformátorov zvládne takmer každý amatérsky zvárač. Zvyčajne sa musí vysporiadať s nasledujúcimi poruchami zváracieho zariadenia:
Prevíjanie cievky, o ktorej sme hovorili, môže byť potrebné aj vtedy, keď zariadenie nie je zaťažené a zariadenie odoberá vysoký prúd zo siete. Dôvod takéhoto rozpadu je rovnaký - vinutie je zatvorené.
Všetky ostatné poruchy zváracieho transformátora sú spôsobené rozpadom jeho jednotlivých komponentov a komponentov. Napríklad pomerne často zlyhá zariadenie na reguláciu prúdu, jeho cievky (sekundárne a škrtiaca klapka), do ktorých počas prevádzky padajú cudzie predmety. Nie je ťažké nájsť takúto poruchu kvôli jednoduchosti konštrukcie transformátora na zváranie.
VIDEO Zváracie usmerňovače sú konštrukčne podobné transformátorom, ale sú navyše vybavené mechanizmami, ktoré sú vlastné invertorovému zariadeniu (riadiaci modul a diódový usmerňovač). Tento stav určuje zvláštnosti ich opravy.
Ak dôjde k poruche jednotiek pohonnej jednotky, opravia sa rovnakým spôsobom ako zváracie transformátory (previnú sa cievky, obnoví sa izolácia medzi káblami, vymenia sa regulátory a kondenzátory atď.). V prípade poruchy riadiacej jednotky a diódového usmerňovača by sa však mal analyzovať stav elektrického obvodu zariadenia.
Zváracie poloautomatické zariadenia môžu byť navrhnuté na báze usmerňovačov alebo invertorov. Ako sami chápete, je potrebné opraviť takéto jednotky podľa vyššie opísaných zásad - poruchy budú rovnaké. Treba poznamenať, že pri prevádzke poloautomatických strojov sa často zaznamenávajú mechanické poruchy, ktoré sú spôsobené opotrebovaním podávača drôtu do zóny zvárania.
V tomto zariadení je možné pri aktívnom používaní zváracieho zariadenia pozorovať zvýšené trenie medzi kanálom a dodávaným drôtom. Podobný problém je vyriešený inštaláciou nového kanála. Je lepšie nepoužívať iné spôsoby obnovenia normálneho fungovania zariadenia kvôli ich nízkej účinnosti.
Video (kliknutím prehráte).
VIDEO