Podrobne: oprava hliníkových člnov svojpomocne epoxidom od skutočného majstra pre stránku my.housecope.com.
Použitie lepidla pri opravách trupov z hliníkovej zliatiny motorových člnov zabezpečuje vysokú pevnosť spojov, odolnosť proti vlhkosti a vibráciám, odolnosť voči benzínu a olejom. Ako dobrý tesniaci materiál a dielektrikum lepidlo zabraňuje korózii v spojoch dielov.
Najčastejšie používané lepidlá sú na báze epoxidových živíc. Do maloobchodu idú pod názvom „Glue universal EDP“. Súčasťou balenia je epoxidová zlúčenina EDP (epoxidová živica ED-6 so zmäkčovadlom) a tvrdidlo - polyetylénpolyamín. Pri zostavovaní lepidla sa zvyčajne berie 1 diel tvrdidla na 10 hmotnostných dielov hmoty.
Okrem ED-6 sa často používajú živice ED-16 a ED-20 s rovnakým zmäkčovadlom (dibutylftalát) a tvrdidlom. Na zvýšenie pevnosti spoja sa do kompozície zavádzajú rôzne plnivá. Na opravu trupu z hľadiska pevnostných charakteristík sa najčastejšie používajú plnivá
vhodný je jemný hliníkový prášok a mletá sľuda. Plnivo sa pridáva v množstve 10 až 15 hmotnostných dielov, pričom sa dôkladne premieša, kým hrudky nezmiznú.
Lepené povrchy sa očistia brúsnym papierom alebo kovovou kefou, potom sa odmastia a vysušia. Lepidlo sa nanáša v tenkej vrstve a pevne sa stlačí pomocou svoriek alebo závaží. Lepidlo vytlačené počas stláčania sa odstráni. Pre lepšie lícovanie dielov a získanie lepeného spoja s hrúbkou 0,3 - 0,4 mm je potrebné zabezpečiť lisovací tlak 0,5 - 1,0 kg / cm2, rovnomerne rozložený po celej ploche, ktorá sa má lepiť. Pod tlakom sú diely udržiavané až do úplného vytvrdnutia lepidla, ku ktorému dôjde pri izbovej teplote (18-25 °) po 24 hodinách; pri vyšších teplotách sa doba vytvrdzovania skracuje. Je potrebné mať na pamäti, že vhodnosť kompozície lepidla nie je dlhšia ako 2 hodiny a najlepšie lepiace vlastnosti trvajú asi 30 minút. Pri príprave porcie lepidla na to treba pamätať a vychádzať z približnej spotreby 0,04 g/cm2 pri jednostrannej a 0,06 g/cm2 pri obojstrannej aplikácii. Okrem toho je potrebné vziať do úvahy, že epoxidové kompozície pripravené v relatívne veľkom množstve (100-150 ml) v jednej nádobe sú náchylné na samovoľné zahrievanie na vysoké teploty a v dôsledku toho rýchlo vytvrdzujú. Preto je potrebné buď naniesť hotové lepidlo na diel pomerne rýchlo, alebo ho pripraviť súčasne v niekoľkých malých nádobách.
| Video (kliknutím prehráte). |
Pomocou plniaceho lepidla môžete vyrovnať malé preliačiny, uzavrieť menšie praskliny a prepady v trupe a palube. Po vytvrdnutí lepidla sa povrch vyrovná brúsnym papierom alebo pilníkom a natrie sa. Pre väčšiu záruku, najmä pri priechodných trhlinách, je poškodené miesto dodatočne utesnené záplatou z odolnej tenkej látky.
Medzi modernými dovážanými lepiacimi tmelmi s univerzálnymi vlastnosťami sú najznámejšie produkty spoločnosti "Sika".
Jednozložkové polyuretánové tmely tejto spoločnosti stvrdnú pôsobením vzdušnej vlhkosti. Napríklad tmely ako "Sikaflex-291" a "292", ktoré sa vyznačujú veľmi vysokou pevnosťou, sú široko používané pri opravách krytov vyrobených z rôznych materiálov. Používajú sa pri spájaní častí, ktoré sú vystavené vysokému dynamickému zaťaženiu. Aby sa však dosiahla zaručená pevnosť, povrchy musia byť najskôr natreté základným náterom (primer), ako je Sika Premer 290 DC.
Venujem sa reštaurovaniu čerstvo kúpeného kotlíka-m.Existuje niekoľko miest, kde chcete použiť vyrovnávanie povrchu pomocou sklenených vlákien na epoxid. Ale niečo som tu čítal a všetci začali pochybovať - vydrží to vôbec?
Chcel som sa opýtať vznešeného tunera Lea, no z nejakého dôvodu vôbec neodpovedá.
Vo všeobecnosti je význam takýto: okrem epoxidu sa odporúča pridať zmäkčovadlo a hliníkový prášok, vraj to bude lepšie držať a pri rôznych koeficientoch tepelnej rozťažnosti sa nič zlé nestane. Je to tak? Mám prístup k živici ED-20 a PEPA k nej.
Ak lepíte sklolaminát, ktorý z nich je lepšie použiť: hrubší, ale v jednej vrstve, alebo tenší, ale 2-3 vrstvy?
Mám na vrch použiť ochranný náter (topcoat), alebo mi nič nepomôže? Ak sa používa, ktorý?
tekutý kov (dve injekčné striekačky a la zváranie za studena na epoxidovej báze ((je tam hliníkový prášok)) - drží pevne kontrolovanú opakovane a roky prevádzky.
Načo vymýšľať, sú tu vyrovnávacie tmely plnené al.práškom a sklolaminátom.
> Načo vymýšľať, existujú vyrovnávacie tmely plnené al.práškom a
> sklolaminát.
Nie, takto to nepôjde, je potrebné, aby nezávislý povrch bol vyrobený zo sklolaminátu.
Nie okamžite, ale nevyhnutne.
Mám preliačeninu nad vodoryskou na čalúnení, opravovaný predchádzajúcim majiteľom obväzom a epoxidom pred viac ako 10 rokmi, nechystá sa to spadnúť.
>>> Ovalitsya.Ne okamžite, ale nevyhnutne.
>>> Mám preliačinu nad vodoryskou na čalúnení, ktorú pred viac ako 10 rokmi zaplátal predchádzajúci majiteľ obväzom a epoxidom, nespadne.
A takto na novopečenú panvicu?
Velmi zalezi na hrubke koze v mieste tesnenia a pouzivani lodky.Ak koza na mieste kde idete lepit co i len trosku hra alebo ma chodit po vlne tak odpadne Môže vydržať niekoľko rokov, no aj tak sa nakoniec olúpe.

Odlakoval som P4, bolo tam veľa miest zatmelených pod mrakom vrstiev.
Lode pred mnohými so zatmelenými stranami a nič. Chren môžete umývať ručne s al.plnivom, priľnavosť je šialená, pripomína studené zváranie.
Tu som to vytiahol.

Dva.
Všetko padne na dno, ktokoľvek drží nad vodoryskou
Pravý dolný roh kormy som oblepil epoxidom v kotlíku .. vozili to po ceste a spadli z vozíka na asfalt a roh bol opotrebovaný. utesnené 0,5mm hliníkom na nitoch..na vrchu epoxidom a vo vnútri člna tiež..žil štyri roky..len okraje sa odsunuli. a tak mŕtvy .. na lodi na prove pozdĺž kýlu bol ochranný kovový roh (taký hrdzavý). tiež sme to poliali zmesou epoxidu a hliníkového prášku ..esteticky to vyzerá ako odliata hliníková časť člna.z praktického hľadiska: ťahali to po piesku po kameňoch ..drží sa ..je to trochu sa opotrebuje.. ale roh nespadne a ten alsi hlinik sa nezhorsuje. Ak potrebujem na čln niečo prilepiť, určite použijem epoxid s práškom.. ak však treba vyrovnávať tmelom.. ľahšie sa vyrovná a po prebrúsení dáva hladší povrch..
Na opravu hliníka, duralu, existujú špeciálne živice, ktoré sa podľa predajcov spolu s kovom rozťahujú alebo sťahujú v závislosti od teploty. Sám som ho používal pri oprave Sarepty. Na styku boku a dna boli trhliny 5x100mm a 10x150mm vo vzdialenosti 800mm od priečnika, t.j. vždy vo vode. Dobre udržiavané, v súlade s požiadavkami na použitie. Teraz si nepamätám, ako sa to volá. Zajtra sa pokúsim nájsť meno v práci.
> vola sa teraz uz si nepamatam. Zajtra sa pokúsim nájsť meno v práci.
Dobrý večer.
Faktúra hovorí:
1. Živica Ame T35 - samotná živica
2. Butanox M50 - tužidlo.
Zdá sa, že pomer je 1:50. Vyčistiť na kov, odmastiť, vysušiť. Naniesol som vrstvu sklolaminátu, ktorá je však dosť špecifická - tkanie je zriedkavé a vlákna sa vyťahujú pokojne bez námahy, zlievajú sa živicou. Opakujte po úplnom vysušení. Tretíkrát len potreté živicou.Musíte pracovať dosť rýchlo, pretože. zmes rýchlo stuhne. Dôležité - dátum exspirácie komponentov.
Mal som otvory na P4 v spodnej časti priečky. Namazal som ich epoxidom s práškom a epoxidovým tmelom. Všetko odpadáva kvôli neplastickosti epoxidu. Polyesterový tmel dobre drží. Ale je hygroskopický. A diera, ktorú z toho mám, rástla a rástla
> Dobrý večer.
> Nákladný list hovorí:
> 1. Živica Ame T35 - samotná živica
> 2. Butanox M50 - tužidlo.
Dokáže táto vec odolať vibráciám a ohýbaniu puzdra? Ide len o to, že jedno miesto by malo byť natreté tenko, celkovo 1 mm hliníka. Teoreticky sa ohne, ak stlačíte.
> Zaoberá sa reštaurovaním čerstvo kúpeného kotlíka-m. Existuje niekoľko miest, kde chcete
> naneste povrchovú niveláciu so sklolaminátom na epoxid.
Toľko stačí, alebo viac obrázkov na hádzanie?
Ale ak orezávate iba povrch, je to lepšie s bielym tmelom so sklolaminátom. Prirodzene, pred aplikáciou ho kvalitne obrúste, napenetrujte a potom naneste.
> Ale ak orezávate iba povrch, je to lepšie s bielym tmelom
> sklolaminát. Pred aplikáciou samozrejme obrúste, napenetrujte,
> a potom aplikujte.
Obrázkov môže byť viac, lahodia oku 🙂 Ale ešte lepšie je pridať slová:
aká živica bola použitá a s akým plastifikátorom? Aký materiál bol nitovaný? Predovšetkým to vyzerá ako mokrý kartón 🙂 Ako dlho loď jazdí po oprave? Akú pôdu si dal? Koľko živice bolo treba?
> Dobrý večer.
> Nákladný list hovorí:
> 1. Živica Ame T35 - samotná živica
> 2. Butanox M50 - tužidlo.
> Zdá sa, že pomer je 1:50. Vyčistiť na kov, odmastiť, vysušiť.
> Naniesol som vrstvu sklolaminátu, ale je to dosť špecifické - tkanie je zriedkavé a
> vlákna sa vyberú kľudne bez námahy, púšťajú živicu. Po úplnom vysušení
> opakované. Tretíkrát len potreté živicou. Musíte pracovať veľmi rýchlo.
> pretože zmes rýchlo stuhne. Dôležité - dátum exspirácie komponentov.
Si si istý, že je to epoxid? )))))))
> Obrázkov môže byť viac, lahodia oku 🙂 Ale ešte lepšie je pridať slová:
> aká živica bola použitá a s akým plastifikátorom? Aký bol materiál
> nitované? Predovšetkým to vyzerá ako mokrý kartón 🙂 Ako dlho loďka ide potom
> oprava? Akú pôdu si dal? Koľko živice bolo treba?
1, Čistíme na holý kov
2, Pokryjeme 2-3 vrstvy VL-02 (023)
3, Naneste 2-3 vrstvy dvojzložkového epoxidového základného náteru.
4, Naneste potrebné množstvo sklenenej rohože na živicu,
5, Nitovanie
6, Naneste potrebné množstvo sklolaminátu.
7, Tmel biely tmel na sklolaminát.
8, Čistíme a natierame.
Loď na vode 3 roky. Žiadne náznaky odlupovania epoxidu z kovu.
> 4, na živicu naneste potrebné množstvo sklenenej rohože,
Koľko vrstiev a akú hustotu si zobral?
Ak tomu dobre rozumiem, ťahal tie najmenšie nity, však?
> 6, Naneste potrebné množstvo sklolaminátu.
A aku a aku hustotu si nastavil?
A koľko epoxidu bolo treba? Teraz sa rozhodujem, čo si zoberiem: malé tégliky s epoxidovým lepidlom, alebo je jednoduchšie okamžite vytiahnuť 5 kíl.
>
> > 4, Na živicu naneste potrebné množstvo sklenenej rohože,
>
> Koľko vrstiev a akú hustotu si zobral?
>
>> 5, Nitovanie
>
> Ak tomu dobre rozumiem, natiahol som najmenšie nity, však?
>
> > 6, Naneste potrebné množstvo sklolaminátu.
> A aku a aku hustotu si nastavil?
>
> A kolko epoxidu to trvalo? Teraz sa rozhodujem, čo si vezmem: malé poháre
> epoxidove lepidlo, alebo je jednoduchsie hned tahat 5 kil.
Sklenená rohož je najhustejšia, rovnako ako sklolaminát. Nitovacie nity 4,8 mm. Epoxid zabral + - 5kg.
Vrstvy nie sú všade rovnaké. Povrch som vyrovnal malými kúskami sklenenej rohože a potom som na ne naniesol niekoľko vrstiev vo veľkých pásoch. Nitované a cez sklolaminát. Na stonke je 6 vrstiev. Stred lode a priečny nosník 3 vrstvy zo sklenených vlákien.
Preto musí byť buď zváraný alebo lepený. Keďže zváranie môžu vykonávať iba profesionáli, hliníkové lepidlo je skvelou voľbou pre domácnosť. Ale pre tento kov je vhodné iba špeciálne lepidlo.
Akékoľvek lepidlo určené na hliník by malo vo svojom zložení obsahovať zásady a kyseliny, ktoré ničia jeho oxidový film a zvyšujú priľnavosť a poskytujú pevné spojenie.


S rozvojom moderných technológií je možné hliníkové diely pevne zlepiť k sebe vďaka metóde za studena.
- Lepidlo na zváranie za studena Mastix;
- Brúsny papier;
- Alkohol, acetón alebo akýkoľvek iný odmasťovač.
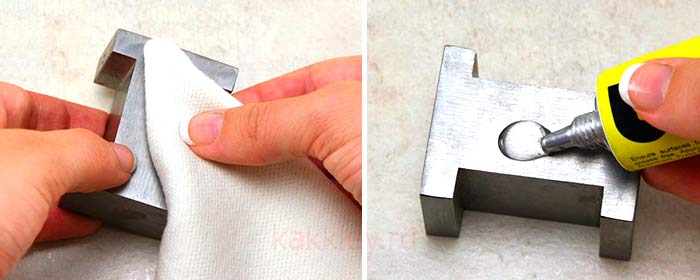
Komu lepiť hliník dohromady s týmto lepidlom potrebujete:
- Pomocou brúsneho papiera očistite povrchy na pripojenie od hrdze a nečistôt;
- Odmastite alkoholom alebo acetónom;
- Počkajte, kým povrch nevyschne;
- Odrežte potrebné množstvo tyčinky a prstami dobre premiešajte obe zložky, aby ste získali homogénnu hmotu vo forme plastelíny. Sfarbenie by malo byť jednotné;
- Naneste lepiacu zmes na oba hliníkové povrchy, ktoré sa majú spojiť;
- Pevne zatlačte a fixujte ich 15 minút, kým lepidlo nevytvrdne.

Dvojzložkové hliníkové lepidlo na epoxidovej báze s vysokou lepivosťou a tepelnou odolnosťou.
Pomocou nej možno hliník spájať s inými materiálmi s rôznou tepelnou rozťažnosťou: kameň, porcelán, drevo alebo plast.
Na lepenie hliníkového povrchu inými kovmi a materiálmi je potrebné pripraviť:
- Epoxidové tepelne odolné lepidlo Moment Epoxid Metal;
- Brúsny papier;
- kefa;
- Prostriedky na odmasťovanie lepeného povrchu (lieh alebo acetón).
Potom sa môžete pustiť do práce:
- Očistite povrchy, ktoré sa majú lepiť, hrubým brúsnym papierom, aby ste odstránili nečistoty a hrdzu;
- Odmasťujte diely acetónom alebo alkoholom;
- suché;
- Vytlačte obsah dvoch striekačiek lepidla (epoxidová hmota a tužidlo) do samostatnej nádoby v pomere 1: 1;
- Epoxidovú hmotu a tužidlo spolu dobre premiešajte štetcom;
- Naneste lepidlo štetcom na oba hliníkové povrchy, ktoré sa majú lepiť;
- Pripojte diely a na niekoľko sekúnd ich pevne stlačte;
- Prebytočné lepidlo ihneď utrite handričkou;
- Počkajte 30 minút, kým lepiaca zmes vytvrdne.
Hoci mnohí neuznávajú efektivitu použitia lepidla na hliník, výber správneho produktu a vykonávanie lepených prác jasne podľa návodu, dá sa ním dosiahnuť čo najodolnejšie spojenie.
Okrem toho je možné tento typ spojenia kombinovať s mechanickým upevnením.

Drobné poškodenia ako škrabance, povrchové úlomky a odreniny stačí opraviť tmelom, ktorý po polymerizácii dôkladne očistite a nalakujte.
Polymérová hlina je vysoko kvalitný materiál, ktorý je vysoko plastický a ideálny na sochárstvo.
Začneme výberom kvetov, ktoré chceme vyplniť a na papieri načrtneme požadované kontúry dekorácie (rastliny by mali byť.
Mnoho domácich majstrov sa stretáva s fenoménom nevytvrdených oblastí na povrchu epoxidového náteru. Po uplynutí doby vytvrdzovania a vytvrdnutí takmer celého povrchu môže na niektorých miestach zostať určitá lepivosť a mäkkosť.
V každodennom živote je epoxidová živica ED-20 často univerzálnym nástrojom, ktorý slúži ako na lepenie rôznych typov povrchov, tak aj na formovanie sypkých výrobkov pomocou plnív. Takéto všestranné využitie epoxidovej živice je založené na jej vynikajúcej priľnavosti ako ku kovom, tak aj ich zliatinám a nekovovým predmetom, ako aj pevnosti už vytvrdeného materiálu voči účinkom bežných rozpúšťadiel (predovšetkým vody).
Veľmi často sa epoxidová živica používa na opravu lodí vyrobených zo sklenených vlákien alebo zliatin hliníka. Ako už bolo spomenuté vyššie, má dobrú priľnavosť k obom typom materiálov a jednoduchosť použitia umožňuje dokončiť opravu bez akéhokoľvek špecializovaného vybavenia (v prípade hliníka zváranie v prostredí neutrálneho plynu) a prakticky na brehu, kde plavidlo bolo vytiahnuté na sušenie/kontrolu.
Každá kompozícia na báze epoxidovej živice je sama o sebe dvojzložkovou kompozíciou - to znamená, že na jej "zachytenie" je potrebné do zvoleného objemu živice pridať malé odmerané množstvo tzv. tvrdidla a následne celé premiešať dôkladne premiešajte, aby sa pridané tvrdidlo rovnomerne rozdelilo po celom reakčnom objeme. Je dôležité pochopiť, že samotné tvrdidlo neslúži len ako katalyzátor polymerizácie živice, ale spotrebúva sa pri jej vytvrdzovaní, pričom sa „integruje“ do výsledných polymérnych reťazcov. Zmenou pomeru živica/tvrdidlo sa teda mení nielen rýchlosť celého procesu, ale aj konečné vlastnosti vytvrdenej živice.
Ak v porovnaní s pomerom odporúčaným výrobcom odoberiete príliš málo tvrdidla, potom reakčná zmes nemusí buď vôbec polymerizovať, alebo má zvyškovú lepkavosť povrchu, ktorá časom nezmizne. Ak urobíte opak a vezmete príliš veľa tvrdidla, reakčná hmota sa nielenže veľmi zahreje a príliš rýchlo stvrdne, ale v dôsledku toho bude aj príliš krehká. Ak sa požaduje, aby živica po vytvrdnutí zostala pružne elastická, potom na tieto účely výrobcovia epoxidových kompozícií odporúčajú použiť špeciálne zmäkčovacie prísady pridané do reakčnej hmoty pred vytvrdením - a ich pomer v konečnej hmote by tiež nemal prekročiť odporúčané limity. .
Hliník a jeho zliatiny sú jedným z najbežnejších kovov v modernom svete. Má množstvo výhod, vďaka ktorým si získal obľubu, no jeho používanie je poznačené aj množstvom nevýhod. Kameňom úrazu sa stáva najmä problém spojovacích prvkov.
Tento kov nevydrží konvenčné skrutkové spojenia kvôli svojej mäkkosti. Dá sa zvárať argónom, ale to si vyžaduje zložité vybavenie a zručného človeka, ktorý nemusí byť po ruke.
Preto v mnohých prípadoch, najmä keď spoj nemá špeciálne požiadavky na pevnosť v ťahu, prichádza na pomoc studené zváranie hliníka.
V skutočnosti sa pojem "studené zváranie" vzťahuje na dva rôzne spôsoby spájania hliníkových častí dohromady.
Prvý, často používaný v továrni, je založený na princípe difúzie, teda vzájomného prenikania molekúl dvoch pevných látok, keď sa dostanú do vzájomného kontaktu. Difúzia je v zásade charakteristická pre mnohé kovy a v niektorých (hliník, meď a niektoré ďalšie) proces prebieha rýchlejšie ako v iných.
Tento proces sa spúšťa tlakom. Pôsobením tlaku sa molekuly dvoch rôznych hliníkových častí akoby navzájom „zmiešajú“, vytvoria sa nové medzimolekulové väzby a vytvorí sa dostatočne pevný šev.
Ďalším spôsobom spájania hliníkových dielov je lepenie. Práve lepidlo na hliník si väčšina ľudí najčastejšie spája so samotným pojmom zváranie za studena.
Ako lepiť hliník na hliník? V zásade sa používajú rôzne dvojzložkové kompozície, ktorých základom je epoxidová živica. Dodatočnou zložkou, ktorá zaisťuje pevnosť a priľnavosť ku kovom, je jemne rozptýlený oceľový prášok, ktorý sa pridáva do epoxidového základu bezprostredne pred použitím.
Takéto lepidlá môžu byť vyrábané v rôznom stave agregácie - ako v tekutej alebo polotekutej forme, blízko gélu alebo vlastnej živice, tak aj vo forme tmelu - hmoty podobnej plastelíne, z ktorej sa vytvárajú pravouhlé alebo valcové tyče.
Každá tyčinka pozostáva z dvoch látok, ktoré sa navzájom nezmiešajú. Miešanie, ktoré aktivuje lepiace vlastnosti mastichy, sa vyskytuje v prstoch osoby bezprostredne pred aplikáciou.
Prvá metóda - zváranie za studena pod tlakom - sa častejšie používa pri lisovaní dielov v továrni.
Jeho hlavnou výhodou je, že šev je vytvorený z rovnakého materiálu ako diely, čo znižuje náklady na výrobu dopravníka a umožňuje vytvárať spoje, ktoré sú svojou pevnosťou blízke odlievaným dielom.
Zváranie hliníka za studena pod tlakom, dalo by sa povedať, pri vysokej teplote. Umožňuje častiam odolávať rovnakej úrovni tepla ako čistý hliník.
Výhody deformačného zvárania:
- odoláva veľkým teplotným výkyvom;
- odoláva veľkému tlaku (ale nie viac, ako dokáže vydržať samotný kov);
- vykazuje odolnosť v agresívnom prostredí;
- nevypúšťa škodlivé látky do životného prostredia.
Hlavnou nevýhodou je len potreba použiť špeciálne zariadenie na takéto zváranie.
Existujú tri hlavné spôsoby takéhoto zvárania:
V prvom prípade sú dve časti spojené lisom na tupo a sú silne stlačené pozdĺž pozdĺžnej osi.
Týmto spôsobom je možné zvárať prvky s lokálnou oblasťou spoja (malá veľkosť). Je potrebné vziať do úvahy proces "straty" materiálu po stlačení: napríklad pri zváraní dvoch kusov hliníkovej výstuže týmto spôsobom bude ich celková dĺžka o 5-7% menšia ako celková dĺžka samostatne.