
Podrobne: oprava motora vlastnými rukami vaz 21214 vstrekovač od skutočného majstra pre stránku my.housecope.com.
Dnes na videu uvidíte, ako môžete vykonať generálnu opravu motora VAZ 21214 Niva Taiga 1.7 (vstrekovač) vlastnými rukami. Auto s najazdenými 60 tisíc km. Motor 1.7, posilňovač riadenia sa oplatí. Problém, kvôli ktorému sa robí generálna oprava, sa začal vylaďovať motor. Skontrolovali sme kompresiu, v jednom z valcov ukazoval 5. Pripojili sme skener a videli sme chyby: P0300 (zistené náhodné / viacnásobné zlyhávanie zapaľovania, v 1. valci boli zistené zlyhania zapaľovania P0301. Práve v tomto valci kompresia ukazovala hodnotu 5. Zároveň zhasne kontrolka motora. Namerali sme výkon v prvom valci 15 árov, vo 4. valci 11 árov. Bude potrebné vyvŕtať blok. Motor bude úplne demontovaný.
Video generálna oprava motora VAZ 21214 Niva Taiga 1.7:

Motorový zdroj tohto motora je v oblasti 150 000 km. beh, prešiel 65 tisíc km. Nedá sa presne povedať, prečo boli potrebné predčasné opravy. Ak sa rozhodnete robiť všetko sami, táto inštrukcia bude pre vás veľmi užitočná. Celý proces je zobrazený od začiatku do konca s podrobnými komentármi.
Pred demontážou očistíme motor od nečistôt.
S hlavou „17“ odskrutkujeme tri skrutky upevňujúce konzolu prevodovky prednej nápravy k bloku valcov.
S hlavou „13“ odskrutkujeme štyri matice upevňujúce držiak ľavej podpery pohonnej jednotky k bloku valcov.
. a odstráňte zostavu držiaka s vankúšom.
Po odstránení držiakov na ich montážnych čapoch a závitových otvoroch v bloku valcov namontujeme dosku demontážneho stojana a upevníme motor na stojan. Odstráňte spojku (pozri tu)
| Video (kliknutím prehráte). |
Odstráňte kryt zotrvačníka a krytu spojky (pozri tu).
S hlavou „13“ odskrutkujeme štyri matice, ktoré upevňujú konzolu pravej podpery pohonnej jednotky k bloku valcov.
. a odstráňte držiak s vankúšom.
S hlavou „17“ odskrutkujeme tri skrutky upevňujúce držiak generátora k bloku valcov.
Pomocou klieští s okrúhlym nosom uvoľníme upevnenie svorky na odbočku výstupného potrubia chladiča ohrievača výstupnej hadice chladiacej kvapaliny zo zostavy škrtiacej klapky (motor VAZ-21214) alebo z vykurovacej jednotky karburátora (VAZ-21213 ).
Odstráňte hadicu z výstupnej trubice.
S hlavou „10“ odskrutkujeme dve matice upevňujúce prírubu výstupného potrubia chladiča ohrievača k skrini čerpadla chladiacej kvapaliny.
Odskrutkovaním matice, ktorá upevňuje držiak rúrky k výfukovému potrubiu (pozri tu).
. odstráňte výstupné potrubie radiátora ohrievača a jeho tesniace tesnenie.
S hlavou „13“ odskrutkujeme tri skrutky upevňujúce čerpadlo chladiacej kvapaliny k bloku valcov.
. a odstráňte zostavu čerpadla chladiacej kvapaliny a jej tesnenie.
Na vstrekovacom motore demontujeme zostavu hlavy valcov s prijímačom, sacím potrubím a výfukovým potrubím (pozri tu).
Na karburátorovom motore odstránime zostavu hlavy valcov s karburátorom, sacím potrubím a výfukovým potrubím (pozri tu).
Demontujeme odlučovač oleja ventilačného systému kľukovej skrine, panvu kľukovej skrine a olejové čerpadlo (pozri príslušné časti).
S hlavou „10“ odskrutkujeme šesť skrutiek upevňujúcich držiak zadného olejového tesnenia kľukového hriadeľa k bloku valcov.
Držiak zadného olejového tesnenia vypáčime skrutkovačom pre príliv a odliv.
. a vyberte zostavu držiaka s upchávkou.
Z drážok držiaka upchávky odstránime dva špeciálne skrutky (so štvorcovými hlavami), ktoré zaisťujú kryt krytu spojky.
Odstráňte tesnenie zadného držiaka tesnenia.
Demontujeme kryt pohonu vačkového hriadeľa, demontujeme reťaz, reťazové koleso kľukového hriadeľa, hnací hriadeľ olejového čerpadla, čeľusť napínača reťaze (pozri príslušné časti).
Očkovým kľúčom „10“ odskrutkujeme skrutku zaisťujúcu držiak pre odtokové potrubie odlučovača oleja ventilačného systému kľukovej skrine motora.
S hlavou “14” odskrutkujeme dve matice zaisťujúce kryt ojnice (piest musí byť v BDC).
Poklepaním na bočné plochy krytu kladivom s plastovou úderkou.
Odstráňte spodné ložisko ojnice z krytu.
Opierajúc sa o konce tyčí skrutiek ojnice posúvame spodnú hlavu ojnice z čapu ojnice kľukového hriadeľa.
Opretím drevenej rukoväte kladiva o konektor spodnej hlavy ojnice zatlačíme piest do valca.
. a vyberte piest s ojnicou z valca.
Odstráňte hornú panvu ložiska z hlavy ojnice.
Podobne odstránime piesty s ojnicami z iných valcov.
Ojnicu upnite do zveráka s mäkkými kovovými čeľusťami.
Prstami opatrne (bez väčšej námahy) uvoľnite uzáver horného kompresného krúžku.
. a odstráňte horný kompresný krúžok.
. spodný kompresný krúžok.
. dva kotúče s olejovými krúžkami.
Odstráňte expandér olejového krúžku.
Na odstránenie piestu z ojnice.
. vypáčte poistný krúžok piestneho čapu pomocou skrutkovača.
. a vyberte ho z prstencovej drážky piestu.
Rovnakým spôsobom vyberieme druhý zaisťovací krúžok prsta.
. vyberte ho z otvoru v pieste.
Odstráňte piest z hornej hlavy ojnice.
Ak niektoré časti ojnice a skupiny piestov nie sú poškodené a mierne opotrebované, možno ich znovu použiť. Preto pri demontáži označíme diely, aby sme ich nainštalovali do predchádzajúceho valca.
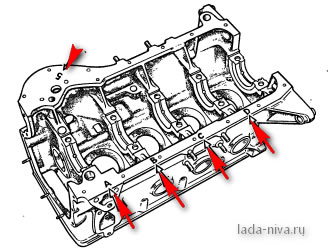
Pomocou hlavy „17“ odskrutkujte dve skrutky zaisťujúce veko hlavného ložiska kľukového hriadeľa.
Odstráňte kryt hlavného ložiska.
Odstráňte spodné hlavné ložisko z krytu.
Rovnakým spôsobom odstráňte ďalšie štyri kryty hlavných ložísk.
Odstráňte kľukový hriadeľ z bloku valcov.
Vyberáme prítlačné polkrúžky z drážok zadnej podpery bloku valcov.
Z podpier bloku valcov vyberieme horné voľné listy hlavných ložísk kľukového hriadeľa.
Po rozobratí motora dôkladne opláchneme benzínom a diely očistíme od karbónových usadenín, aby sme skontrolovali ich technický stav.
Na určenie opotrebenia valca.
. Priemer valca meriame v štyroch zónach a dvoch rovinách (rovnobežných a kolmých na os kľukového hriadeľa) vnútorným meradlom.
Schéma merania valca: A a B sú smery merania; 1,2, 3 a 4 - čísla pásov 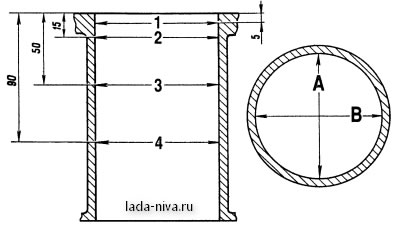
Hlavné rozmery bloku valcov 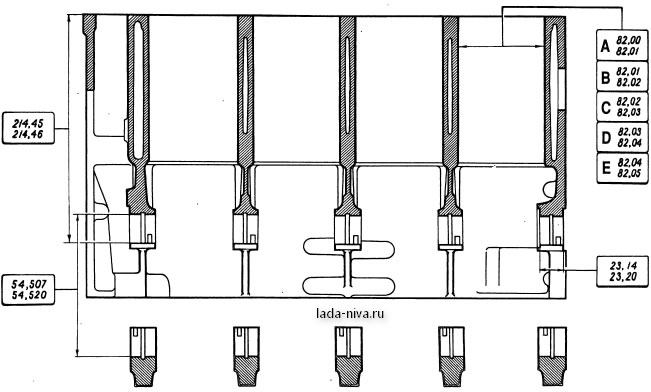
Na určenie opotrebovania plášťa piestu.
. mikrometrom meriame priemer v rovine kolmej na os piestneho čapu, vo vzdialenosti 55 mm od korunky piesta.
Priemery meriame mikrometrom.
. a hlavné čapy kľukového hriadeľa.
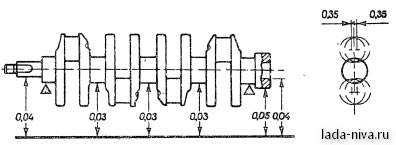
Prípustné hádzanie hlavných plôch kľukového hriadeľa
Čapy kľukového hriadeľa prebrúsime na najbližší opravný rozmer, ak je ich opotrebenie alebo ovalita väčšia ako 0,03 mm, a tiež ak sú na hrdloch škrabance a riziká.
(prečítajte si aj článok “Kľukový hriadeľ - brúsenie alebo oprava”)
Po brúsení čapov kľukového hriadeľa.
. musíte odstrániť zátky olejových kanálov.
. dôkladne opláchnite kanály, aby ste odstránili zvyšky abraziva a prefúknite stlačeným vzduchom.
Na čerpacej stanici prebrúsime čapy kľukového hriadeľa, odstránime a namontujeme nové zátky.
Motor zostavujeme v opačnom poradí.
Inštalujeme nové panvy ložísk kľukového hriadeľa nominálnej alebo opravnej veľkosti (po prebrúsení krčkov).
V prvej, druhej, štvrtej a piatej podpere bloku valcov inštalujeme horné plášte hlavných ložísk s drážkami.
. a v tretej podpere - vložka bez drážky na vnútornom povrchu (rovnaká ako v hlavných ložiskových uzáveroch).
Namažte panvy hlavných ložísk motorovým olejom a umiestnite kľukový hriadeľ do ložísk.
Do drážok piatej podpery vložíme prítlačné polkrúžky namazané motorovým olejom.
Na prednú stranu piatej podpery inštalujeme oceľovo-hliníkový polokrúžok a na zadnú stranu keramický kov (žltý).
Plochy polokrúžkov s antifrikčným povlakom (sú na nich vytvorené drážky) musia smerovať k prítlačným plochám kľukového hriadeľa.
Inštalujeme uzávery hlavných ložísk v súlade so značkami na ich vonkajšom povrchu (účet je vedený zo strany pohonu vačkového hriadeľa).
V tomto prípade musia byť zámky horného a spodného plášťa každého hlavného ložiska umiestnené na rovnakej strane.
Skrutky uzáverov hlavných ložísk dotiahneme predpísaným momentom (pozri tu).
Piesty k valcom sa vyberajú podľa triedy.
Označenie veľkosti valca na bloku
Trieda priemeru valca, označená písmenami, je vyrazená na spodnej rovine bloku valcov (rovina uchytenia vane).
Triedy priemeru plášťa piesta a otvory pre piestne čapy sú vyznačené na korune piesta.
Šípka na spodnej strane piestu pri jeho inštalácii do valca musí smerovať k pohonu vačkového hriadeľa.
Pri montáži ojnice a skupiny piestov je potrebné, aby piestny čap namazaný motorovým olejom vnikol silou ruky do otvoru piestu alebo ojnice a pri zvislej polohe prsta z nich nevypadol.
Ak chcete skontrolovať vôľu v zámku piestneho krúžku, vložte krúžok do valca a zarovnajte krúžok s hlavou piestu.
Súpravou plochých spáromerov kontrolujeme vôľu v zámku piestneho krúžku.
Namažte drážky na piestoch motorovým olejom.
Na piesty inštalujeme krúžky.
Nainštalujte spodný kompresný krúžok drážkou ("škrabkou") nadol.
Ak je krúžok v blízkosti zámku označený ako „TOP“ alebo „TOP“, potom je krúžok nastavený štítkom nahor.
Krúžky by sa mali voľne otáčať v drážkach bez zaseknutia.
Prstene usporiadame nasledovne:
zámok horného kompresného krúžku orientujeme pod uhlom 45 ° k osi piestneho krúžku;
zámok spodného kompresného krúžku - v uhle 180° k osi zámku horného krúžku;
zámok stieracieho krúžku oleja - pod uhlom 90 ° k osi zámku horného kompresného krúžku (rozperný spoj umiestnime na stranu protiľahlú k zámku).
Pred montážou dielov ShPG namažeme valce, piesty s krúžkami a ojničné ložiská motorovým olejom.
Pred inštaláciou piestu do valca nasadíme na piest nastaviteľný tŕň.
. a potiahnutím tŕňa stlačíme piestne krúžky.
Inštalujeme piest s ojnicou do valca.
Rukoväť kladiva opretá o spodok piestu a zatlačíme ho do valca.
Pri inštalácii uzáveru ojnice sa číslo na ojnici a uzávere musí zhodovať a musia byť na rovnakej strane ojnice.
Matice ojnice utiahnite predpísaným momentom (pozri tu).
Ďalšia montáž sa vykonáva v opačnom poradí ako pri demontáži.
Vymeňte tesnenia a tesnenia za nové.
Pri montáži zotrvačníka ho orientujeme tak, aby uchytenie (kužeľový otvor), umiestnené na zadnej rovine zotrvačníka vedľa ozubeného kolesa, bolo umiestnené oproti čapu ojnice štvrtého valca.
Pred demontážou očistíme motor od nečistôt.
S hlavou „17“ odskrutkujeme tri skrutky upevňujúce konzolu prevodovky prednej nápravy k bloku valcov.
S hlavou „13“ odskrutkujeme štyri matice upevňujúce držiak ľavej podpery pohonnej jednotky k bloku valcov.
. a odstráňte zostavu držiaka s vankúšom.
Po odstránení držiakov na ich montážnych čapoch a závitových otvoroch v bloku valcov namontujeme dosku demontážneho stojana a upevníme motor na stojan. Demontujeme spojku (pozri Výmena hnaného a hlavného spojkového kotúča).
Demontujte kryt zotrvačníka a krytu spojky (pozri Výmena zadného olejového tesnenia kľukového hriadeľa).
S hlavou „13“ odskrutkujeme štyri matice, ktoré upevňujú konzolu pravej podpery pohonnej jednotky k bloku valcov.
. a odstráňte držiak s vankúšom.
S hlavou „17“ odskrutkujeme tri skrutky upevňujúce držiak generátora k bloku valcov.
Pomocou klieští s okrúhlym nosom uvoľníme upevnenie svorky na odbočku výstupného potrubia chladiča ohrievača výstupnej hadice chladiacej kvapaliny zo zostavy škrtiacej klapky (motor VAZ-21214) alebo z vykurovacej jednotky karburátora (VAZ-21213 ).
Odstráňte hadicu z výstupnej trubice.
S hlavou „10“ odskrutkujeme dve matice upevňujúce prírubu výstupného potrubia chladiča ohrievača k skrini čerpadla chladiacej kvapaliny.
. odstráňte výstupné potrubie radiátora ohrievača a jeho tesniace tesnenie.
S hlavou „13“ odskrutkujeme tri skrutky upevňujúce čerpadlo chladiacej kvapaliny k bloku valcov.
. a odstráňte zostavu čerpadla chladiacej kvapaliny a jej tesnenie.
Na vstrekovacom motore demontujeme zostavu hlavy valcov s prijímačom, sacím potrubím a výfukovým potrubím (pozri Demontáž a demontáž hlavy valcov vstrekovacieho motora).
Na motore s karburátorom demontujte zostavu hlavy valcov s karburátorom, sacím potrubím a výfukovým potrubím (pozri Demontáž a demontáž hlavy valca motora s karburátorom).
Demontujeme odlučovač oleja ventilačného systému kľukovej skrine, panvu kľukovej skrine a olejové čerpadlo (pozri príslušné časti).
S hlavou „10“ odskrutkujeme šesť skrutiek upevňujúcich držiak zadného olejového tesnenia kľukového hriadeľa k bloku valcov.
Držiak zadného olejového tesnenia vypáčime skrutkovačom pre príliv a odliv.
. a vyberte zostavu držiaka s upchávkou.
Z drážok držiaka upchávky odstránime dva špeciálne skrutky (so štvorcovými hlavami), ktoré zaisťujú kryt krytu spojky.
Odstráňte tesnenie zadného držiaka tesnenia.
Demontujeme kryt pohonu vačkového hriadeľa, demontujeme reťaz, reťazové koleso kľukového hriadeľa, hnací hriadeľ olejového čerpadla, čeľusť napínača reťaze (pozri príslušné časti).
Očkovým kľúčom „10“ odskrutkujeme skrutku zaisťujúcu držiak pre odtokové potrubie odlučovača oleja ventilačného systému kľukovej skrine motora.
S hlavou “14” odskrutkujeme dve matice zaisťujúce kryt ojnice (piest musí byť v BDC).
Poklepaním na bočné plochy krytu kladivom s plastovou úderkou.
Odstráňte spodné ložisko ojnice z krytu.
Opierajúc sa o konce tyčí skrutiek ojnice posúvame spodnú hlavu ojnice z čapu ojnice kľukového hriadeľa.
Opretím drevenej rukoväte kladiva o konektor spodnej hlavy ojnice zatlačíme piest do valca.
. a vyberte piest s ojnicou z valca.
Odstráňte hornú panvu ložiska z hlavy ojnice.
Podobne odstránime piesty s ojnicami z iných valcov.
Ojnicu upnite do zveráka s mäkkými kovovými čeľusťami.
Prstami opatrne (bez väčšej námahy) uvoľnite uzáver horného kompresného krúžku.
. a odstráňte horný kompresný krúžok.
. spodný kompresný krúžok.
. dva kotúče s olejovými krúžkami.
Odstráňte expandér olejového krúžku.
Na odstránenie piestu z ojnice.
. vypáčte poistný krúžok piestneho čapu pomocou skrutkovača.
. a vyberte ho z prstencovej drážky piestu.
Rovnakým spôsobom vyberieme druhý zaisťovací krúžok prsta.
Posuvný piestny čap.
. vyberte ho z otvoru v pieste.
Odstráňte piest z hornej hlavy ojnice.
Ak niektoré časti ojnice a skupiny piestov nie sú poškodené a mierne opotrebované, možno ich znovu použiť. Preto pri demontáži označíme diely, aby sme ich nainštalovali do predchádzajúceho valca.
Pomocou hlavy „17“ odskrutkujte dve skrutky zaisťujúce veko hlavného ložiska kľukového hriadeľa.
Odstráňte kryt hlavného ložiska.
Odstráňte spodné hlavné ložisko z krytu.
Rovnakým spôsobom odstráňte ďalšie štyri kryty hlavných ložísk.
Odstráňte kľukový hriadeľ z bloku valcov.
Vyberáme prítlačné polkrúžky z drážok zadnej podpery bloku valcov.
Z podpier bloku valcov vyberieme horné voľné listy hlavných ložísk kľukového hriadeľa.
Po rozobratí motora dôkladne opláchneme benzínom a diely očistíme od karbónových usadenín, aby sme skontrolovali ich technický stav.
Na určenie opotrebenia valca.
. vnútorným meradlom meriame priemer valca v štyroch pásoch a dvoch rovinách (rovnobežných a kolmých na os kľukového hriadeľa).
Na určenie opotrebovania plášťa piestu.
. mikrometrom meriame priemer v rovine kolmej na os piestneho čapu, vo vzdialenosti 55 mm od korunky piesta.
Priemery meriame mikrometrom.
. a hlavné čapy kľukového hriadeľa.
Čapy kľukového hriadeľa prebrúsime na najbližší opravný rozmer, ak je ich opotrebenie alebo ovalita väčšia ako 0,03 mm, a tiež ak sú na hrdloch škrabance a riziká.
Po brúsení čapov kľukového hriadeľa.
. musíte odstrániť zátky olejových kanálov.
. dôkladne opláchnite kanály, aby ste odstránili zvyšky abraziva a prefúknite stlačeným vzduchom.
Na čerpacej stanici prebrúsime čapy kľukového hriadeľa, odstránime a namontujeme nové zátky.
Motor zostavujeme v opačnom poradí.
Inštalujeme nové panvy ložísk kľukového hriadeľa nominálnej alebo opravnej veľkosti (po prebrúsení krčkov).
V prvej, druhej, štvrtej a piatej podpere bloku valcov inštalujeme horné plášte hlavných ložísk s drážkami.
. a v tretej podpere - vložka bez drážky na vnútornom povrchu (rovnaká ako v hlavných ložiskových uzáveroch).
Namažte panvy hlavných ložísk motorovým olejom a umiestnite kľukový hriadeľ do ložísk.
Do drážok piatej podpery vložíme prítlačné polkrúžky namazané motorovým olejom.
Na prednú stranu piatej podpery inštalujeme oceľovo-hliníkový polokrúžok a na zadnú stranu keramický kov (žltý).
Plochy polokrúžkov s antifrikčným povlakom (sú na nich vytvorené drážky) musia smerovať k prítlačným plochám kľukového hriadeľa.
Inštalujeme uzávery hlavných ložísk v súlade so značkami na ich vonkajšom povrchu (účet je vedený zo strany pohonu vačkového hriadeľa).
V tomto prípade musia byť zámky horného a spodného plášťa každého hlavného ložiska umiestnené na rovnakej strane.
Utiahnite skrutky viečok hlavných ložísk predpísaným momentom (pozri Uťahovacie momenty pre závitové spojenia).
Piesty k valcom sa vyberajú podľa triedy.
Trieda priemeru valca, označená písmenami, je vyrazená na spodnej rovine bloku valcov (rovina uchytenia vane).
Triedy priemeru plášťa piesta a otvory pre piestne čapy sú vyznačené na korune piesta.
Šípka na spodnej strane piestu pri jeho inštalácii do valca musí smerovať k pohonu vačkového hriadeľa.
Pri montáži ojnice a skupiny piestov je potrebné, aby piestny čap namazaný motorovým olejom vnikol silou ruky do otvoru piestu alebo ojnice a pri zvislej polohe prsta z nich nevypadol.
Ak chcete skontrolovať vôľu v zámku piestneho krúžku, vložte krúžok do valca a zarovnajte krúžok s hlavou piestu.
Súpravou plochých spáromerov kontrolujeme vôľu v zámku piestneho krúžku.
Namažte drážky na piestoch motorovým olejom.
Na piesty inštalujeme krúžky.
Nainštalujte spodný kompresný krúžok drážkou ("škrabkou") nadol.
Ak je krúžok v blízkosti zámku označený ako „TOP“ alebo „TOP“, potom je krúžok nastavený štítkom nahor.
Krúžky by sa mali voľne otáčať v drážkach bez zaseknutia.
Prstene usporiadame nasledovne:
zámok horného kompresného krúžku orientujeme pod uhlom 45 ° k osi piestneho krúžku;
zámok spodného kompresného krúžku - v uhle 180° k osi zámku horného krúžku;
zámok stieracieho krúžku oleja - pod uhlom 90 ° k osi zámku horného kompresného krúžku (rozperný spoj umiestnime na stranu protiľahlú k zámku).
Pred montážou dielov ShPG namažeme valce, piesty s krúžkami a ojničné ložiská motorovým olejom.
Pred inštaláciou piestu do valca nasadíme na piest nastaviteľný tŕň.
. a potiahnutím tŕňa stlačíme piestne krúžky.
Inštalujeme piest s ojnicou do valca.
Rukoväť kladiva opretá o spodok piestu a zatlačíme ho do valca.
Pri inštalácii uzáveru ojnice sa číslo na ojnici a uzávere musí zhodovať a musia byť na rovnakej strane ojnice.
Upevňovacie matice ojnice dotiahneme predpísaným uťahovacím momentom (pozri Uťahovacie momenty pre závitové spoje). Ďalšia montáž sa vykonáva v opačnom poradí ako pri demontáži. Vymeňte tesnenia a tesnenia za nové.
Pri montáži zotrvačníka ho orientujeme tak, aby uchytenie (kužeľový otvor), umiestnené na zadnej rovine zotrvačníka vedľa ozubeného kolesa, bolo umiestnené oproti čapu ojnice štvrtého valca.
Roky vydania - (1994 - náš čas)
Materiál bloku valcov - liatina
Pohonný systém - karburátor (21213) / vstrekovač (21214)
Typ - in-line
Počet valcov - 4
Ventily na valec - 2
Zdvih piestu - 80 mm
Priemer valca - 82 mm
Kompresný pomer - 9,4
Objem motora Niva 21213 - 1690 ccm.
Výkon motora Niva 21213 - 81 hp /5200 ot./min
Krútiaci moment - 125 Nm / 3000 ot./min
Palivo - AI93
Spotreba paliva — mesto 11,5l. | dráha 8,3 l. | zmiešané 10,5 l/100 km
Spotreba oleja - 700 g na 1 000 km
Hmotnosť motora Niva - 117 kg
Celkové rozmery motora Niva 21213 (DxŠxV), mm —
Motorový olej Niva 21213:
5W-30
5W-40
10W-40
15W-40
Koľko oleja je v motore Niva 21213/21214: 3,75 litra.
Pri výmene nalejte asi 3,5 litra.
Zdroj motora Niva:
1. Podľa závodu - 80 tisíc km
2. V praxi - až 150 tisíc km
TUNING
Potenciál - 200 HP
Bez straty zdrojov - 90 hp
Motor VAZ 21213 1,7 litra. karburátor / vstrekovač (21214) radový 4-valec s vačkovým hriadeľom v hlave, rozvod Niva má reťazový pohon. Na základe motora 214 sa vyrába motor VAZ 2123 pre Chevy Niva, rozdiely v prispôsobení bloku na inštaláciu do motorového priestoru shnivy a pripevnení príloh sú technicky takmer totožné.
Hlavné rozdiely medzi motorom VAZ 21213 z roku 2106 sú priemer valca - 82 mm, hlava valcov, blok motora Niva 21213 z roku 2106 je menší na výšku. Z výhod motora 213 stojí za zmienku prítomnosť napínača reťaze (nie je potrebné utiahnuť) a hydraulických zdvihákov (nie je potrebné nastavovať ventily). Nevýhody motora Niva - hlučný, žerie olej, náchylný na prehriatie na vibrácie, nízky zdroj.
Motor má všetky problémy klasickej série, motor 21213 Niva sa tiež zahrieva, klepe, klepe atď., aké sú problémy, pre každý prípad sú podrobne popísané TU, v časti problémy a poruchy.
Nemá zmysel o tom dlho písať, pretože čip Niva je zbytočný, atmosférický motor sa čipom rozhýbať nedá a všetky tie nadšené recenzie nie sú ničím iným, ako pokusom ospravedlniť vyhodené peniaze. Pohni sa.
Otázka na programe dňa: ako zvýšiť výkon motora kukuričného poľa bez špeciálnych trikov? Prvým krokom je zvýšenie zdvihu piestu na 84 mm pomocou kľukového hriadeľa z VAZ 2130, piesty 82 mm s odsadením piestneho čapu o 2 mm a už máme 1,8l. Druhým krokom je vŕtanie valcov pod 84 mm piestom, teda motor 1,9 montujeme na poli. Pre plné naštartovanie motora VAZ 21213 je potrebné pridať výkonnejší karburátor, vyvŕtať kanály hlavy valcov (ako je popísané TU), sací priemer je 33 mm a výfuk 31 mm, je vhodné použiť ľahké ojnice výsledkom je asi 100 koní.
Tretia etapa - staviame 2-litrový motor. Kupujeme na trhu tuningový kľukový hriadeľ so zdvihom 88mm a 84mm piesty s presadením čapu 4mm. Úplné zdokonalenie motora VAZ 21213 bude dokončené po inštalácii vačkového hriadeľa Nuzhdin (alebo ekvivalentu) so zdvihom 11,2, ľahkým zotrvačníkom, ľahkými ojnicami a upraveným karburátorom, to všetko poskytne celkovo asi 110 koní.
- piest štandardného priemeru, zvýšený zdvih
1,8 l. 82 x 84
85 HP
Maximálny krútiaci moment
135 Nm pri 3000 ot./min
- väčší priemer piestu, zvýšený zdvih
1,9 l. 84 x 84
- väčší priemer piestu, zvýšený zdvih
2,0 l. 84 x 88
Z času na čas sa na fórach objaví otázka inštalácie motora 2112 v teréne, je to dosť komplikovaná a zbytočná úloha, pretože 16V motory milujú rýchlosť a nie sú dobre prispôsobené pre SUV. Ak chceš rýchlosť, predaj svoje auto a kúp si Priora. Niva nie je vhodná do vysokých otáčok a jej naladenie by malo smerovať predovšetkým k zvýšeniu trakcie na spodkoch.
Výhody a nevýhody sú popísané TU v sekcii Turbo Classic.
Používame súpravy založené na kompresore PK-23-1 alebo analógoch s tlakom 0,5 bar, trysky z 406. Volgovského motora, piest zostáva vo výrobe, výkon je viac ako 100 koní. Zdroj sa zníži, ale nie kritický.
Neodporúča sa inštalovať účinnejšie kompresory, továrenské piestové neobstojí a motor bude vyžadovať značné nákladné zmeny.
Motor VAZ 21214 bol koncipovaný ako prvý vstrekovací motor pre domáce SUV. Niva nebola obzvlášť populárna v ZSSR, ale bola vyvážaná do Ázie, Veľkej Británie, Európy, Latinskej Ameriky a USA. Od roku 1994 došlo k niekoľkým úpravám a úpravám spaľovacích motorov od Euro-0 po Euro-5 (export).
Predpokladá sa, že predchádzajúca verzia 21213 sa stala základom ICE 21214. V skutočnosti ¾ dielov v motore
- usporiadanie motora sa zmenilo - vstrekovač namiesto karburátora;
- objavili sa ďalšie prílohy - snímač DPKV, DXH, ovládač Bosch MR 7.0;
- kľukový hriadeľ s dlhým polomerom kľuky 40 mm, ktorý sa nepoužíval v predchádzajúcich motoroch AvtoVAZ;
- Hlava valca s otvormi pre fázový snímač a čapy prijímača, hydraulické ložiská pre páky ventilov namiesto nastavovacích skrutiek.
Keďže základný model ohýba ventil, motor 21214 tomuto osudu neunikol, a tak návod obsahuje nielen popis motorov, ale aj plán údržby, aby sa zabezpečil aspoň minimálny deklarovaný zdroj 80 000 km, ktorý sľubuje zástupcovia výrobcu.
Konštrukcia pohonu 21214 mu poskytuje nasledujúce technické vlastnosti:
kombinovaný cyklus 10,5 l/100 km
skrutka spojky - 19 - 30 Nm
kryt ložiska - 68 - 84 Nm (hlavný) a 43 - 53 (ojnica)
hlava valcov - trojstupňová 20 Nm, 69 - 85 Nm + 90° + 90°
S príchodom tepelných hydrokompenzátorov vôle ventilov sa odporúča použitie výhradne kvalitného oleja v motore.















