Hlava 1 (obr. 4.22) bloku valcov je spoločná pre štyri valce, odliate z hliníkovej zliatiny, so spaľovacími komorami v tvare stanu. Vstupné a výstupné kanály sú privedené na rôzne strany hlavy bloku. Ventily sú usporiadané do tvaru V v dvoch radoch: vstup na jednej strane, výstup na druhej strane.
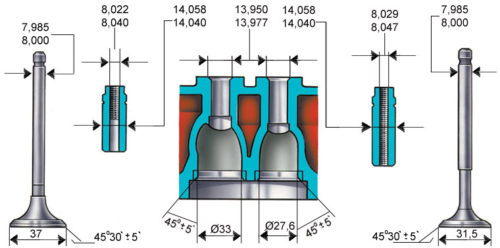
Do hlavy sú nalisované keramicko-kovové sedlá ventilov a mosadzné vodidlá ventilov. Vnútorný priemer vodiacich puzdier je (7 ± 0,015) mm, vonkajší priemer (pre puzdrá dodávané ako náhradné diely) je 12,079–12,090 mm a 12,279–12,290 mm (objímka je zväčšená o 0,2 mm).
Ventily majú podobný dizajn ako ventily motora mod. 2110, ale majú menší priemer platní a tyčí. Nasávací ventil má priemer taniera 29 mm a výfukový ventil má priemer 25,5 mm. Priemer drieku sacieho ventilu je (6,975±0,007) mm, výfukového ventilu je (6,965±0,007) mm.
Každý ventil má jednu pružinu. Dĺžka pružiny vo voľnom stave je 38,19 mm, pri zaťažení (240 ± 9,6) N [(24,5 ± 0,98) kgf] by mala byť 32 mm a pri zaťažení (550 ± 27,5) N [( 56,1 ± 2,8) kgf ] - 24 mm.
Ventily sú ovládané vačkami vačkového hriadeľa cez valcové hydraulické tlačné zariadenia umiestnené vo vodiacich otvoroch hlavy valcov pozdĺž osi ventilových otvorov. Hydraulické zdvihátka automaticky eliminujú ventilovú vôľu, a preto pri servise vozidla nie je potrebné kontrolovať a nastavovať vôľu vo ventilovom mechanizme.
Olej na prevádzku hydraulických tlačných zariadení je privádzaný z mazacieho systému cez vertikálny kanál v bloku valcov do kanála v hlave valca v blízkosti 5. montážnej skrutky (pozri obr. 4.23) a potom cez horné kanály vytvorené na spodná rovina ložiskového puzdra. Cez tieto kanály sa tiež privádza olej na mazanie čapov vačkového hriadeľa. Vo vertikálnom kanáli hlavy valcov je umiestnený spätný guľový ventil, ktorý zabraňuje vytekaniu oleja z horných kanálov po zastavení motora.
Ventily sú poháňané dvoma vačkovými hriadeľmi: sacím a výfukovým. Hriadele sú liatinové a vybavené piatimi ložiskovými čapmi, ktoré sa otáčajú v objímkach vyrobených v hlave valcov a v jednom spoločnom puzdre ložiska vačkového hriadeľa. Na zvýšenie odolnosti proti opotrebeniu sú pracovné plochy vačiek a hrdla upchávky bielené. Na rozlíšenie sacieho vačkového hriadeľa od výfukového vačkového hriadeľa je na sacom hriadeli v blízkosti prvého ložiska vytvorený výrazný pásik A.
Hriadele sú chránené pred axiálnymi pohybmi pomocou prítlačných prstencov umiestnených na oboch stranách prednej podpery. Predné konce vačkových hriadeľov sú utesnené samouťahovacími gumovými tesneniami.Zadné otvory umiestnené pozdĺž osi hriadeľov v hlave valca a ložiskovej skrini sú uzavreté zátkami s pogumovaným uzáverom.
Kontrola technického stavu a oprava hlavy valcov sú podobné tým, ktoré sú popísané pre mod motora. 2110.
Budete potrebovať: nástroj na stláčanie ventilových pružín, nástroj na vytláčanie a tŕň na lisovanie tesnení drieku ventilu, nástrčný kľúč 10, šesťhran 10, skrutkovač, pinzetu.
1. Demontujte hlavu valcov z motora (pozri „Demontáž hlavy valcov na aute“).
2. Vyklopte meradlo indexu teploty chladiacej kvapaliny zo zadnej čelnej strany hlavy bloku.
3. Vypnite mierku kontrolky núdzového poklesu tlaku oleja zo skrine ložísk vačkových hriadeľov.
4. Odskrutkujte dve upevňovacie skrutky a odstráňte rameno palivových rúrok.
5. Odstráňte vodiace rúrky zapaľovacích sviečok z otvorov v hlave valcov a skrini ložiska vačkového hriadeľa.
9. Vyberte vačkové hriadele z podpery hlavy bloku valcov a odstráňte epiploony z ich predných koncov.
10. Odstráňte zdviháky ventilov z otvorov v hlave valcov.
11. Odstráňte sušienky z dosiek pružín a stlačte ventilové pružiny pomocou nástroja.
12. Odstráňte pružiny pomocou dosiek.
13. Otočte hlavu valca a odstráňte ventily z jej spodnej strany.
14. Odstráňte olejové tesnenia z vodiacich puzdier.
15. a pružinové podložky.
16. Pred montážou očistite hlavu valcov a ložiskové skrine od zvyškov starého tmelu, nečistôt a oleja.
17. Nainštalujte pružné podložky.
18. Namažte motorovým olejom ventily, otvory pre hydraulické posúvače, otvory vedenia ventilov a nové olejové tesnenia (staré uzávery nemožno použiť).
19. Pomocou tŕňa zatlačte uzávery na vodiace puzdrá.
20. Vložte ventily do vodiacich puzdier, nainštalujte pružiny a pružinové dosky.
21. Počas stláčania pružín pomocou nástroja nainštalujte závlačky ventilu.
22. Vložte zdviháky ventilov do otvorov v hlave valcov.
23. Namažte ložiskové čapy a vačky vačkového hriadeľa motorovým olejom a uložte ich do ložísk hlavy valcov.
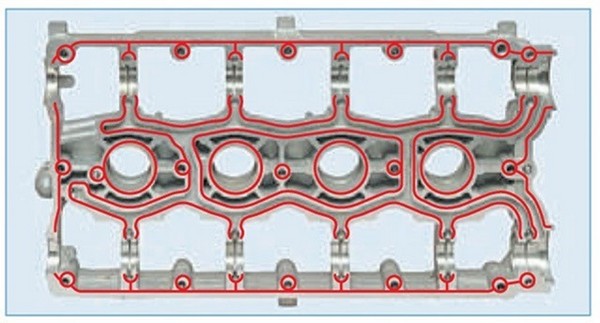
24. Na povrch hlavy valcov priliehajúci k telesu ložiska vačkového hriadeľa naneste tmel Loctite-574 vo forme bičíka s priemerom 2 mm, ako je znázornené na fotografii.
25. Nainštalujte puzdro ložiska a utiahnite jeho upevňovacie skrutky rovnomerne v krížovom vzore, začínajúc od stredných podpier.
26. Nové tesnenia vačkového hriadeľa zatlačte pomocou tŕňa (ako tŕň môžete použiť hlavu zo súpravy náradia alebo kus rúrky vhodného priemeru), ktoré ste predtým namazali motorovým olejom.
27. Na druhej strane hlavy valcov zatlačte zátky.
28. Nasaďte tesniace krúžky na vodiace rúrky zapaľovacích sviečok a predtým, ako ste ich predtým namazali motorovým olejom.
29. Nainštalujte vodiace rúrky do otvorov hlavy valcov a puzdra ložiska vačkového hriadeľa.
30. Naskrutkujte snímač teploty chladiacej kvapaliny do hlavy valcov.
32. Upevnite na hlavu bloku valcov rameno upevnenia palivových rúrok.
Referenčná príručka pre údržbu automobilov VAZ, LADA 110.
Úprava zapaľovania 2110. Kompresia motora vaz 2112, imobilizér na vaz 2111. Kryt ventilov vaz 2112, tesnenie bloku valcov vaz video. Náklady na generátor pre vaz. výmena poistiek vaz 2112, prevedenie olejového prijímača vaz 2112. olej doporučený z výroby v krabici vaz 2112. výmena vodnej pumpy (čerpadla) vaz 2112.Výmena tesnení drieku ventilu VAZ 2110.
Autá radu VAZ-2112 boli vyrobené s jedným z dvoch 16-ventilových motorov - 21124 a 21120. Pracovný objem týchto motorov je rôzny a používa sa jedna časť nazývaná "hlava valca" - je označená číslami 2112- 1003011. Hovorí sa, že hlava valcov z motora 21120 nepasuje na 24. motor, ale spätná výmena je možná. V katalógu náhradných dielov je však len jeden článok a je vhodný pre dva motory naraz. Ďalej zvážime, aké činnosti na opravu hlavy valca VAZ-2112 môžeme vykonať sami. Budeme sa baviť len o 16-ventilovom.
Príklad demontáže je uvedený v našom videu. Pozeráme sa.
V prvom rade, aby ste sa dostali k hlave valcov, musíte odstrániť kryt hlavy valcov. Pre rôznych 16 ventilov je táto operácia odlišná a čísla krytu tiež vyzerajú odlišne: 2112-1003260 (-10) a 21124-1003260.
Kryt zo spaľovacieho motora VAZ-21124 (1,6 l)
Budete tiež musieť odstrániť rozvodový remeň - medzi rôznymi motormi nie sú žiadne rozdiely.
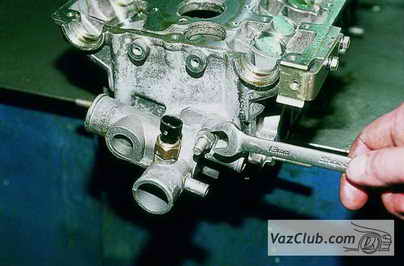
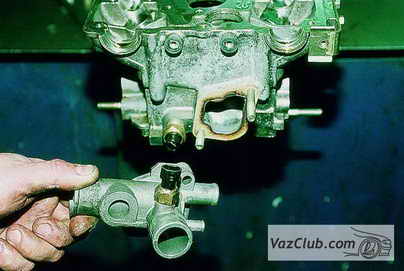
Zvážte, ako sa dá výfukové potrubie oddeliť od hlavy valcov. Na motore 21120:
Odstráňte výfukové potrubie tlmiča výfuku: odskrutkujte dve matice 1 (kľúč „13“), odstráňte upínaciu lištu, odskrutkujte šesť matíc 2 (kľúč „14“) a demontujte, pričom nezabudnite vypnúť lambda sondu. Na fotografii sú tri orechy zo šiestich.
Všetko dôležité je pod obrazovkou
Teraz budeme hovoriť o motore 21124:
Vypnite oba kyslíkové senzory. Odskrutkujeme tri matice zaisťujúce ochrannú clonu (kľúč „10“) a demontujeme držiak odskrutkovaním štyroch matíc pomocou kľúča „13“.
Ako rozobrať montážnu konzolu
Prevádzka s prídavným tlmičom
Tu sme uvažovali, že hadica VUT bola odpojená od sacieho modulu. Vo finále sa na ktoromkoľvek z motorov odskrutkujú sviečky (trubkový kľúč „16“).
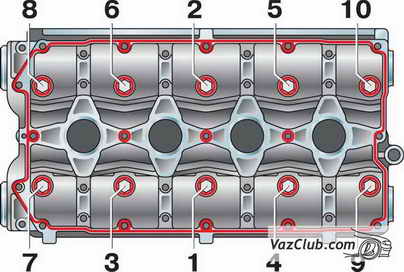
Uťahovacie momenty pre upevňovacie skrutky sú uvedené v inom texte. Vo všeobecnosti na hatchbackoch VAZ-2112 opravy hlavy valcov začínajú výmenou „predĺžených“ skrutiek za nové. Dĺžka musí byť 95 mm alebo menej.
Poradie odskrutkovania (vľavo) a utiahnutia upevňovacích skrutiek
Zoberte si široké oceľové pravítko a skontrolujte:
Merania sa vykonávajú pozdĺž každej z uhlopriečok. Použite sadu sond.
Ak chcete odstrániť akýkoľvek ventil, budete musieť odstrániť vačkový hriadeľ. Všetky skrutky na telese ložiska sa musia odskrutkovať rovnomerne a dotiahnuť silou 10 N * m. Hydraulický kompenzátor je možné odstrániť magnetom a potom sa ventil vysuší stlačením pružiny sťahovákom (pozri fotografiu).
Vo ventilových kanáloch môžu byť sadze. Upratuje sa:
Plochý skrutkovač;
Brúsna plsť.
Brúsenie sa vykonáva takto: na ventil sa nasadí gumená rúrka, nanesie sa pasta s diamantovým zrnom (jedna kvapka), potom sa ventil zatlačí do kanála a posúva sa. Bude možné vymeniť tesnenia drieku ventilu (2112-1007026). Tu sa nezaobídete bez špeciálneho sťahováka.
Na akomkoľvek aute, vrátane VAZ-2112, sa oprava hlavy valcov týka čistenia a kontroly, ako aj opravy chýb geometrie. V druhom prípade hovoríme o frézovaní. Prítomnosť trhlín a triesok je dôvodom na výmenu, nie na opravu.
Okamžite je vidieť spálený ventil.
Horel jeden ventil vo valci 2
Sadze sa našli v každom ventilovom kanáli.
Vrstva sadzí v kanáloch hlavy valcov
Oprava: čistenie všetkých kanálov, výmena ventilov s brúsením. Priama oprava hlavy valca VAZ 2112 si bude vyžadovať niekoľko operácií, ktoré si vyžadujú špeciálne vybavenie. Samozrejme, doma takáto možnosť neexistuje a motoristi jednoducho vymieňajú opotrebované diely. Ďalej zvážte proces opravy hlavy bloku, ako aj niektoré nuansy spojené s touto prácou.
Pred priamym pristúpením k procesu opravy hlavy valcov stojí za zmienku, že hlava musí byť úplne rozobratá a zakúpené všetky potrebné náhradné diely. Zvážte proces úplnej opravy hlavy valcov.
Proces umývania automobilových náhradných dielov horúcim petrolejom
Aby ste mohli umyť hlavu, musíte ju úplne rozobrať, to znamená, že všetky časti, ktoré sa dajú ľahko odstrániť, boli demontované. Na úplné umytie potrebujete 12 litrov horúceho petroleja. V autoservisoch sa to robí pomocou rozprašovača, ktorý dodáva kvapalinu pod tlakom. Takže sa zmyjú všetky nečistoty a zvyšky kovových triesok. Umývanie sa vykonáva, kým nie je hlava valca úplne čistá.
Proces formovania hlavy valcov
Krimpovanie je proces, pri ktorom sa kontroluje integrita dielu. Krimpovanie sa môže vykonávať dvoma spôsobmi, ktoré sú v zásade podobné. Prvým je uzavretie všetkých trhlín a naplnenie časti vodou. Ak niekde voda uniká alebo presakuje, potom je narušená celistvosť a sú potrebné opravy. Druhý spôsob - všetky štrbiny sú zatvorené a hlava je ponorená do vodného roztoku. Hneď bude vidieť, kde dochádza k odtlakovaniu dielu. Ak je porušená celistvosť hlavy, je potrebné ju obnoviť.
Pred pokračovaním zvyšku generálnej opravy je potrebné demontovať sedlá ventilov. V najlepšom prípade sa ľahko vyklepú zo sedadla a ak nie, budete musieť použiť ruskú vynaliezavosť.
Čo teda robiť, ak sedlá ventilov nevyrazia? Riešenie je jednoduché. Je potrebné k nim privariť rúrku tak, aby pracovný koniec prechádzal kanálom vodiaceho puzdra a vyklepol, kým sa sedadlo neoddelí od upevňovacieho prvku sedadla. Na prstenci sedlového nástavca sa samozrejme môžu vytvoriť praskliny alebo sa môže odlomiť kúsok. Po dokončení postupu je potrebné miesto skontrolovať a v prípade potreby zvariť argónovým zváraním.
Oprava hlavy valcov sa často nezaobíde bez kontroly roviny. Dá sa to urobiť tak, že sa spojíte s autoservisom, ktorý má skúšobný stojan, alebo požiadajte suseda v garáži o špeciálne pravítko na meranie roviny hlavy valcov.
Meranie deformácie roviny hlavy valcov pomocou kovového pravítka a spáromeru
Dôležité! Odporúča sa dať takéto hlavy blokov do autoservisu s náležitým vybavením, pretože iba tam môžu zmerať rovinu a obrúsiť ju na požadovanú veľkosť.
Ak je teda na hlave bloku deformácia alebo má rovina priehyb, tak je potrebné ju prebrúsiť. Táto operácia sa vykonáva na špeciálnej povrchovej brúske. Zvyčajne autoopravári odporúčajú neodstraňovať viac ako 10 mm hrúbky. Zvážte možné možnosti brúsenia hlavy valca podľa rozmeru:
Oprava 1 - 1-2,5 mm;
Oprava 2 - 2,5-5 mm;
Oprava 3 - 5-7,5 mm;
Oprava 4 - 10 mm - maximálna povolená hodnota pre brúsenie GBU VAZ 2112.
Proces povrchového brúsenia
Poznámka! Ak odstránite hrúbku roviny väčšiu ako 10 mm, môže to viesť k nesprávnej činnosti rozvodového mechanizmu, strate výkonu a zvýšeniu spotreby paliva.
Argonové zváranie je zváracie práce, ktoré sa vykonávajú na hliníku. Na tento účel sa používa špeciálny plyn - argón. Takže, aby sa odstránili praskliny a chyby zvaru v sedlách ventilov, je potrebné ich zvariť a potom vykonať frézovacie práce na špeciálnom zariadení.
Proces opravy trhlín v hlave valcov pomocou zvárania argónom
Po vykonaní zváracích a frézovacích prác je potrebné povrch uviesť do pripravenosti. Na tento účel je hlava valcov umiestnená na špeciálnom stojane, kde je povrch leštený špeciálnou pastou vyrobenou spoločnosťou ABRO alebo jej analógmi. Je to potrebné, aby povrch nemal drsnosť. Po dokončení tohto postupu je potrebné diel znova umyť od kovových triesok a zvyškov pracovného materiálu.
Montáž hlavy valcov sa najlepšie vykonáva na špeciálnom stojane
Keď je hlava bloku spracovaná a umytá, môžete pristúpiť priamo k jej montáži. Predtým však musíte vykonať prípravné práce. Zvážte všetky montážne kroky v poradí:
Kryt hlavy valcov je inštalovaný v špeciálnej peci na vykurovanie.
Medzitým sa sedlo ventilu odmeria k sedlu, rozložia sa vodiace puzdrá.
Keď sa hlava valca zahreje, vyberie sa z pece. Za tepla nainštalujte sedlá ventilov.
Na špeciálnom stojane sa spracuje skosenie ventilu
Kroky procesu hrdzavenia sedla ventilu
Proces brúsenia ventilov
Prebieha teda generálna oprava hlavy valcov 16-ventilového motora VAZ 2112. Tento proces bude trvať 1-2 dni v autoservise, ale automobilový nadšenec môže stráviť oveľa viac času vo svojej garáži, pretože nedostatok nástrojov ovplyvní. Preto sa odporúča opraviť hlavu valcov v autoservisoch, kde sa všetko urobí oveľa rýchlejšie a lepšie. To samozrejme zasiahne vaše vrecko, pretože kvalitná a generálna oprava tejto časti bude stáť v priemere asi 7 000 - 10 000 rubľov. spolu s náhradnými dielmi.