DomovremesláOprava hlavy valcov dieselového motora svojpomocne
Oprava hlavy valcov dieselového motora svojpomocne
Podrobne: oprava hlavy valcov dieselového motora svojpomocne od skutočného majstra pre my.housecope.com.
Oprava hlavy začína dôkladným umytím petrolejom alebo rozpúšťadlom. Uhlíkové usadeniny zo spaľovacej komory a z platní ventilov odstraňujeme kovovou kefou upnutou v skľučovadle elektrickej vŕtačky. Pri demontáži ventilového mechanizmu budete potrebovať napríklad ventilový cracker, ako je znázornené na fotografii nižšie, ale najúčinnejší je ľahko vyrobiť vlastnými rukami podľa výkresov uverejnených v tomto článku.
Pred a po demontáži dôkladne skontrolujte hlavu valcov. Trhliny, triesky na akýchkoľvek miestach hlavy nie sú povolené. Ak existuje podozrenie, že sa do oleja dostala chladiaca kvapalina, skontrolujeme tesnosť hlavy, preto je potrebné upchať otvory v chladiacom plášti a po spustení hlavy do teplej vody do nej vstreknúť stlačený vzduch pod tlakom 1,5 - 2,0 kg. Do 1,5 minúty by nemali byť pozorované žiadne vzduchové bubliny. Podrobnejšie o takejto kontrole, ako aj o oprave prasknutej hlavy som písal tu.
Sedlá ventily. Tvar skosenia sediel ventilov je znázornený na fotografii. Na pracovných skoseniach sediel v oblasti kontaktu s ventilmi by nemala dochádzať ku korózii, jamkovej korózii, vyhoreniu a poškodeniu. Drobné poškodenia eliminujeme odstránením (čo najmenej kovu) špeciálnou sadou fréz s vodidlami (napr. kvalitná sada americkej firmy NYUWEY). Podrobne som o tom písal v tomto článku.
Potom dôkladne umyte hlavu, sedadlá a olejové kanály a potom ich vyfúknite stlačeným vzduchom.
Vodidlá ventilov. Medzeru medzi vodiacimi puzdrami a driekmi ventilov skontrolujeme tak, že stopku ventilu premeriame mikrometrom a dieru vodiacej objímky dierometrom. Vôľa pre nové puzdrá: 0,022 - 0,055 mm pre sacie ventily a 0,029 - 0,062 mm pre výfukové ventily. Pri opotrebovaní je maximálna povolená vôľa 0,3 (pri absencii zvýšeného hluku). Ak sa zväčšená vôľa medzi vedením a ventilom nedá eliminovať jeho výmenou za hrubší ventil, potom vymeníme vodiace puzdro (vytlačíme) - prečítajte si o tom tu.
Video (kliknutím prehráte).
Priemer drieku ventilu je možné zväčšiť chrómovaním za predpokladu, že na drieku nedochádza k žiadnemu schodu (nerovnomernému opotrebovaniu priemeru). Ak sú zalisované nové puzdrá (pre obracač je lepšie objednať bronzové puzdrá), tak ich po zalisovaní treba nasadiť špeciálnym výstružníkom s dlhým vedením. Potom ventily prebrúsime k sedlám lapovacou pastou (najlepšie na vodnej báze) - ako to urobiť správne, si prečítajte tu.
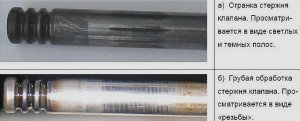
Tiež kontrolujeme ventily pomocou číselníka na absenciu zakrivenia tyče, posúvame ventil v dvoch malých hranoloch a sledujeme odchýlky šípky indikátora. Odchýlka aj niekoľko stotín mm. neprijateľné. Olejové tesnenia sú samozrejme vymenené za nové.
Tlačidlá ventily: kontrolujeme ich pracovný (trecí) povrch, nemal by mať škrabance a škrabance.
Vačkový hriadeľ , pracovné plochy vačiek, plochy pod upchávkou, ako aj excentr (nie všetky) sú bielené alebo cementované pre zvýšenie odolnosti proti opotrebeniu, tieto plochy musia byť vyleštené a nesmú mať škrabance, ryhy a opotrebovanie v podobe škrabance, kroky.
Ak existujú hlboké riziká a vyššie uvedené chyby, hriadeľ musí byť vymenený. Vačkový hriadeľ namontujeme na dva hranoly a pomocou stojana na indikátory skontrolujeme radiálne hádzanie.Hádzanie čapov ložísk a zadnej časti vačiek by nemalo presiahnuť 0,02 mm. Odporúčam vám, aby ste si tu prečítali, ako zvýšiť zdroj bežného vačkového hriadeľa.
Ložiskové puzdrá Vačkové hriadele musia byť bez prasklín a poškodení a dosadacie plochy pod čapmi vačkových hriadeľov musia byť bez vrypov a škrabancov. Medzera medzi čapmi vačkového hriadeľa a ložiskovými otvormi sa určí meraním týchto častí a odčítaním od väčšej časti od menšej (mikrometer a vnútorný mier).
Medzeru je možné určiť aj pomocou plastového kalibrovaného drôtu (popísaného na príklade kľukového hriadeľa) Odhadovaná medzera pre nové diely: 0,069 - 0,11 mm a maximálne povolené opotrebenie: nie viac ako 0,2 mm. Po výmene dielov, ktoré sa nezmestia do maximálnych povolených medzier, zostáva všetko zmontovať. Po vyfrézovaní sediel a lapovaní ventilov na ventile v mieste dotyku so sedlom by mal vzniknúť tenký (1 - 1,2 mm) matný pásik, bez prestávok v kruhu.
Po zložení ventilového mechanizmu (vysušení) skontrolujeme tesnosť ventilov, k tomu naplníme spaľovacie komory petrolejom, aspoň na dve minúty, najlepšie päť, medzi sedlami a ventilmi by nemalo dochádzať k presakovaniu petroleja. Ďalej nainštalujte hlavu na blok, samozrejme, nainštalujte medzi ne nové tesnenie.
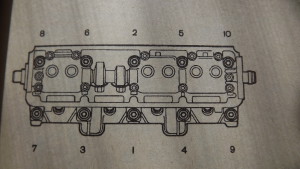
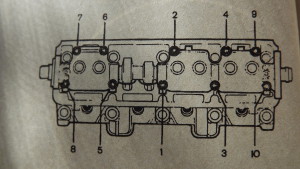
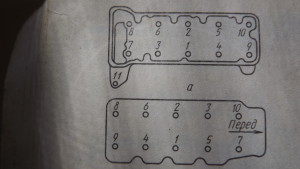
Poradie uťahovania skrutiek hlavy a matíc ložiskového telesa je znázornené na fotografii nižšie. Pri doťahovaní používame momentový kľúč a potrebný uťahovací moment skrutiek nájdeme v návode k nášmu motoru. Zostáva nasadiť a utiahnuť hnaciu kladku a nastaviť tepelné medzery.
nástroj na praskanie ventilov
Úprava tepelných medzier.
Teplotné vôle ventilov majú na každom modeli motora inú hodnotu, viac na dieseloch, menej na benzínových motoroch a každý výrobca si svoju hodnotu píše do manuálu alebo na nálepku veka ventilov (pri výfuku je to vždy viac, keďže je viac vykurovanie).
Popíšem úpravu medzier a ak sú tam nejaké čísla, tak je to len približná hodnota. Vo všeobecnosti existujú dva hlavné spôsoby nastavenia: výmenou podložiek (na novších motoroch) a na starších (klasických) motoroch pomocou nastavovacích skrutiek s poistnými maticami.
Shim way: na začiatok nastavíme vačkový hriadeľ podľa značiek (zvyčajne na kladke a hlavovej spojke s blokom), ale skrutku kľukového hriadeľa otočíme iba v smere hodinových ručičiek a potom ju otočíme o ďalších 40 -50 °. To sú 2 - 3 zuby na remenici vačkového hriadeľa, pričom v prvom valci bude fáza spaľovania.
Meriame vôle ventilov prvého valca pomocou spáromeru a ak sú vôle väčšie ako normálne, potom si pamätajte, o koľko viac, potom stlačte posúvač a odstráňte nastavovaciu podložku. Jeho hrúbku meriame mikrometrom. Hrúbku novej podložky určujeme podľa vzorca: T \u003d B + (A - B), kde T je hrúbka novej podložky, A je nameraná medzera, B je hrúbka odstránenej podložky, B je menovitá medzera mm.
Napríklad: A \u003d 0,28 mm; B = 3,80 mm; B \u003d 0,25 mm, potom dostaneme T \u003d 3,80 + (0,28 - 0,25) \u003d 3,83 mm - hrúbka novej podložky. Po vytiahnutí posúvača (špeciálnym tŕňom) nainštalujeme hrubšiu novú podložku a potom skontrolujeme, či by sonda mala vstúpiť medzi posúvač a vačku s miernym privretím. Zostáva postupne otočiť kľukový hriadeľ o pol otáčky (a značka na remenici vačkového hriadeľa sa otočí o 90 °) a nastaviť vôle na ventiloch zostávajúcich valcov.
Metóda snastavovacie skrutky ešte jednoduchšie. Najprv nastavíme aj vačkový hriadeľ na značky, čo zodpovedá koncu kompresného zdvihu piesta prvého valca, sondou skontrolujeme medzery oboch ventilov a či sonda voľne prechádza alebo neprechádza vôbec , vykonáme úpravu.
Za týmto účelom nasadíme kľúč na nastavovaciu skrutku a vidlicový kľúč na poistnú maticu a uvoľníme túto poistnú maticu.Potom medzi nastavovaciu skrutku a driek ventilu vložíme sondu a skrutku otočíme, pričom dbáme na to, aby sonda s miernym úsilím kĺzala, keď to dosiahneme, vyberieme sondu a utiahneme poistnú maticu, pričom dbáme na to, aby nastavovacia skrutka zostáva na svojom mieste (nepohybuje sa).
Podobne upravíme medzery v 3, potom 4 a 2 valcoch, pričom po každom valci otočíme kľukový hriadeľ o 180 ° (vačkový hriadeľ sa otočí o 90 °). To je všetko, zatvorte kryt ventilu.
Viac o nastavovaní vôle ventilov si môžete prečítať tu.
Na motoroch, ktoré boli prevádzkované s nesprávnymi tepelnými vôľami, sa často ventilové dosky v mieste kontaktu so sedadlami spália a stratia svoju tesnosť. Z toho prirodzene klesá kompresia vo valcoch, a teda aj výkon motora.
Motoru môžete vrátiť jeho pôvodnú silu lapovaním ventilov. Ako a s pomocou toho, čo to urobiť správne, si môžete prečítať v tomto užitočnom článku. No o zariadení, údržbe a oprave hlavy motora som napísal samostatný podrobný článok tu.
Dúfam, že tento článok o oprave hlavy valcov bude užitočný pre začiatočníkov, veľa šťastia všetkým.
Začnime definovaním pojmov. Blok valcov moderného automobilu je základom motora, na ktorom sú namontované zvyšné komponenty motora: valce, kľukový hriadeľ, olejová vaňa, hlava valcov.
Práve tá porucha a oprava hlavy valcov nás zaujíma. Je možné opraviť hlavu valca vlastnými rukami v prostredí garáže? A remeselníci odpovedajú jednoznačne – áno, oprava hlavy valcov svojpomocne je možná.
Začnime objasnením, že oprava hlavy valcov je zložitá operácia a bude od vás vyžadovať: trochu porozumenia štruktúre bloku, prítomnosť špeciálneho zámočníckeho nástroja a schopnosť ho používať.
Základné nástroje potrebné na opravu hlavy valcov
Tŕň na lisovanie olejových tesnení.
Mikrometer na meranie ventilov a vodiacich puzdier.
Výstružník na vystružovanie nových puzdier.
Tŕň na lisovanie puzdier.
Tŕň na lisovanie puzdier.
Zariadenia na praskanie ventilových pružín.
Sada zahĺbení na obnovu sediel ventilov.
Horúca platňa na ohrev hlavy valcov pri odstraňovaní porúch a pred lisovaním puzdier.
Nezabudnite na potrebné náhradné diely a štítky
Takmer každá oprava hlavy valcov si spravidla vyžaduje jej demontáž. Výnimkou je napríklad výmena tesnení drieku ventilu. Preto pred začatím demontáže hlavy valcov myslite na nákup potrebnej sady náhradných dielov.
Dnešný trh ponúka súpravy hláv (alebo, zjednodušene povedané, špičkové súpravy), ktoré zahŕňajú tesnenie hlavy valcov a všetky tesnenia a tesnenia, ktoré sú nad hlavným tesnením.
Nástroj a minimálna súprava sú pripravené, začneme odstraňovať problémy s hlavou valcov.
Pred demontážou musíme skontrolovať vzájomnú polohu kľukového hriadeľa a vačkového hriadeľa podľa značiek. Až do tej miery, že si sami aplikujeme ďalšie značky.
Pri konkrétnych modeloch áut je technológia demontáže hlavy valcov popísaná v návodoch. Ale stojí za to pripomenúť vlastnosti niektorých operácií.
Striedavo povoľujeme upevňovacie skrutky hlavy zo stredu o 0,5-1 otáčku. Skrutky s vnútornými štrbinami musia byť vopred očistené od karbónových usadenín, inak hrozí pri voľne zasunutom kľúči porucha a problémy pri demontáži;
pri demontáži hlavy valca, ak neexistuje schéma na pripojenie všetkých druhov vákuových trubíc, musíte túto schému načrtnúť sami, pričom ste predtým použili príslušné značky.
pri odstraňovaní ventilových pružín ich vysušte pomocou sťahovákov, ale nie podľa princípu „silného kladiva“.
Monitorovanie stavu hlavy valcov
V hlave valcov v skutočnosti nie je toľko základných parametrov, ktoré je potrebné skontrolovať predtým, ako sa pustíte do opravy hlavy valcov. Začnime teda pátrať po typických poruchách hlavy valcov.
Spodná rovina hlavy valcov. Kontroluje sa pomocou zakriveného pravítka a sady sond. Pravítko sa umiestni pozdĺž uhlopriečok hlavy na rovinu a hrúbka medzery sa určí pomocou spáromeru. Ak je medzera väčšia ako maximálna povolená medzera 0,05-0,06 mm, potom je potrebné brúsenie hlavy valca.
Opotrebenie čapov vačkového hriadeľa a ložísk. Všetky priemery sa merajú mikrometrom a porovnávajú sa s maximálnymi povolenými hodnotami pre konkrétny model motora. Na základe výsledkov merania sa rozhodne o type opravy alebo výmeny dielov. Nezabudnite vizuálne zhodnotiť vonkajší stav povrchov. Nemali by mať zjavné známky mechanického poškodenia: škrabance, triesky, ryhy, drážky atď.
Kontrola opotrebovania driekov ventilov a puzdier. Vyrába sa s mikrometrom na niekoľkých kontrolných bodoch tyče po obvode. Ventil sa vymení, ak rozdiel priemerov prekročí maximálne prípustné parametre špecifikované výrobcom.
Ak nemáte také zariadenie, ako je dieromer na určenie opotrebovania vodiacich puzdier, potom to možno určiť podľa vôle ventilu (nového) v puzdre. Puzdrá sa spravidla vymieňajú za nové.
Opotrebenie takýchto častí, ako: sedlá, páky, vahadlá, vačky sa určujú vizuálne. Ak je skosenie na ventile "zlyhané", ale driek je v poriadku, potom je spracovaný a ventil je možné znova použiť.
Iné chyby hlavy valcov možno určiť aj vizuálne. Prítomnosť otrepov a pätiek na povrchu hlavy bloku je eliminovaná brúsením hlavy valcov, aby sa eliminovalo netesné spojenie medzi hlavou valcov a samotným blokom.
Opravu hlavy valcov teda vykonávame súčasne s riešením problémov, ako sa hovorí, keď sa objavia problémy.