Podrobne: oprava hliníkových člnov svojpomocne od skutočného majstra pre stránku my.housecope.com.
Vyksa, región Nižný Novgorod
Oprava duralového puzdra.
Stopy korózie sa odstránia kefami na tvrdé vlasy, v prípade potreby aj šmirgľom s m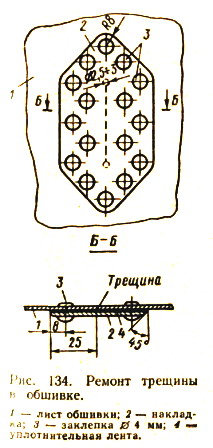
aslom. Vyčistené miesta sa utierajú benzínom B-70 a po 15 minútach pôsobenia - handrou namočenou v acetóne. Potom sa holý kov dvakrát natrie základným náterom a natrie.
Chybné nity je potrebné odvŕtať (a nie odrezať dlátom). Aby ste to dosiahli, musíte najskôr vyraziť stred hlavy hypotéky, potom vŕtačkou (spodný meter rovný priemeru nitovacej tyče) vyvŕtať otvor do hĺbky rovnajúcej sa výške hlavy hypotéky; potom sa hlava ľahko odlomí a zvyšok nitu sa vybije bradou.
Škrabance na plechoch s hĺbkou nie väčšou ako 0,2 mm, ako aj najmenšie ryhy (bez prasklín), stačí vyčistiť brúsnym papierom a obnoviť ochranný náter.
Hlboké priehlbiny sa vyrovnávajú po zahriatí poškodenej oblasti pokožky a sady štvorcov, ktoré ju vystužujú na teplotu 600 - 700 ° C. Na vykurovanie sa používa horák alebo plynový horák. Po ochladení na vzduchu sa kov stáva tvárnym a deformovanú časť je možné narovnať bez obáv, že praskne. Zodpovedné časti trupu, ako sú spodné plechy, rámy a spodné rebrá, sa po narovnaní budú musieť znova zahriať a potom ochladiť vodou.
Pri zistení trhliny je jej šírenie obmedzené vyvŕtaním otvorov s priemerom 2,5–3 mm na koncoch. Potom
(z vnútra karosérie) sa umiestni prekrytie z rovnakého kovu ako opravovaný diel. Prekrytie by malo prekryť trhlinu o 20-25 mm zo všetkých strán. Pred osadením nitov pod podšívku je potrebné položiť tesniacu pásku (obr. 134). 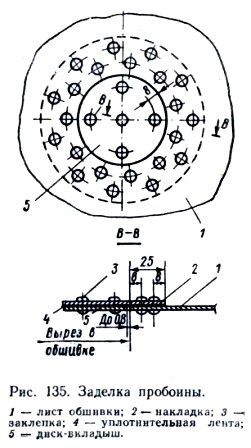
| Video (kliknutím prehráte). |
Malé (do veľkosti 70 mm) otvory v plášti sú utesnené výstelkami zvnútra trupu a výsteliek (Obr. 135). Priemer obloženia by mal byť o 50-60 mm väčší ako priemer výrezu, aby sa zabezpečilo prekrytie po celom obvode, čo je potrebné pri nitovaní dvojradovým striedavým švom s rozstupom nitov 15-20 mm. . Okrúhla vložka-vložka sa umiestni do výrezu v jednej rovine s pokožkou tak, aby medzera medzi vložkou a okrajom výrezu nepresiahla 1 mm. Vložka je s prelisom znitovaná jednoradovým švom s rozstupom 20 mm.
Väčšie otvory sú utesnené rovnakým spôsobom, ale výstelka z vnútornej strany tela nie je plná, ale prstencová - s vnútorným priemerom o 50-60 mm menším ako je priemer vložky.
Pri výraznom poškodení kože je potrebné vymeniť celý plech alebo jeho väčšiu časť. Pri výmene časti plechu je lepšie umiestniť na rámy ďalšie spoje. Veľkosť presahu a všetkých ostatných prvkov spoja urobte rovnako ako na najbližšom spoji (pozri aj tip 148).
V prípade poškodenia dielov priečnej alebo pozdĺžnej zostavy (cez trhliny, zlomy) sa na opravené úseky navrstvia duplicitné štvorce. Pri výmene časti dielu (napríklad výstuhy) sa inštaluje vložka, ktorá sa čo najtesnejšie nasadí na oba konce zostávajúcich dielov (medzera by nemala presiahnuť 0,2 mm) a pripojila sa k nim. pomocou krátkych zadných dosiek (Obr. 136).
Po oprave kože je potrebné skontrolovať vodotesnosť nitových spojov petrolejom.
Tu je niekoľko všeobecných informácií o ručnom nitovaní za studena.
Existujú priame a reverzné metódy nitovania; pri prvom sa aplikujú údery kladivom zo strany uzáveru, t.j. nitovanej hlavy, po druhé - zo strany hlavy hypotéky.Opačná metóda sa používa, keď je napríklad nepohodlné udierať zvnútra tela (nity sa spravidla umiestňujú zvonku).
Pri nitovaní sa používajú nasledujúce nástroje (Obr. 137):
tŕň 1 - oceľová tyč zaostrená do kužeľa, pomocou ktorej sa pri montáži dielov kombinujú otvory;
podpora 2 - masívna oceľová alebo liatinová tyč, ktorá slúži na priame stlačenie hlavy hypotéky v procese nitovania;
puzdro 3- oceľová tyč s otvorom (v strede), ktorej priemer je o 0,5 - 1,0 mm väčší ako priemer nitu; používa sa na utesnenie dielov, ktoré sa majú spojiť okolo hriadeľa nitu 4;
liska 5 - oceľová tyč s otvorom v tvare uzatváracej hlavice; zabrzdením swage ručnou brzdou, prinitujte vyčnievajúci koniec nitovacej tyče.
Pri opravách puzdier zo zliatiny hliníka a horčíka je lepšie použiť nity zo zliatin AMg-5 alebo AMts, na puzdrá z duralu nity zo zliatiny B65.
Nitovanie súpravy na kožu sa zvyčajne vykonáva jednoradovým retiazkovým stehom; vodotesné spoje kože - dvoj- a trojradové odstupňované pevne tesné švy.
Detaily môžu byť spojené v lone alebo na tupo na jednostranných alebo obojstranných podšívkových pásoch.
Priemer nitu d možno brať rovnajúcu sa dvojnásobku hrúbky materiálu, z ktorého sú vyrobené diely, ktoré sa majú spojiť. Pri nitovaní častí rôznych hrúbok sa berie do úvahy menšia; ak je rozdiel v hrúbke významný (2 mm alebo viac), priemer nitu sa určí podľa vzorca d = 2 (koreň S ), kde S je celková hrúbka plechov. Ten by nemal presiahnuť 4 d.
Dĺžka nitovacej tyče by sa mala rovnať celkovej hrúbke plechov, ktoré sa majú nitovať, pripočítaná k hodnote R, potrebné na vytvorenie uzatváracej hlavy; pre okrúhlu hlavu P = 1,5 d, kužeľový - 1,3 d, polotajný - 1,1 d, zapustený - 0,9 d.
Vzdialenosť S medzi radmi nitov, ktorá určuje pevnosť a hustotu spoja, sa predpokladá 2–5 d v závislosti od typu spoja (napr. pri spojoch plášťových plechov by vzdialenosť medzi radmi mala byť -3 d).
Krok t , tj vzdialenosť medzi stredmi susedných nitov v rovnakom rade, pre tesné švy by sa mala odoberať od 3 do 5 d (a pre ostatné spojenia - od 8 do 10 d. Vzdialenosť stredu nitu od okraja list, profil alebo záplatový pás sa rovná 1, osem-2 d.
Otvory pre nity sú starostlivo vyvŕtané ručnou alebo elektrickou vŕtačkou. Priemer otvoru d rep by mal byť o niečo väčší ako priemer nitov:
Hniezda pre zapustené hlavy slepých a poloslepých nitov sú zapustené pod uhlom 90°. Hĺbka lôžok pre zápustnú hlavu pri spätnom spôsobe nitovania by mala byť o 0,1 mm menšia ako výška hlavy nitu a pri priamom spôsobe by sa mala rovnať výške hlavy.
Pred nitovaním sú diely namontované na montážnych (montážnych) skrutkách, inštalovaných každých 10-12 otvorov. Nitovanie sa vykonáva od stredu švu k okrajom; na konci sa odstránia montážne skrutky a nahradia sa nitmi.
Proces nitovania priamym spôsobom sa vykonáva takto: pod vložkovú hlavu nitu vloženého do otvoru sa nainštaluje podpera, na tyč nitu sa nasadí puzdro, potom sa spoj utesní niekoľkými údermi kladiva, po čom sa uzatváracia hlavica vzniká úderom kladiva na nitovú tyč vyčnievajúcu zo spoja. V prípade potreby je uzatváracia hlava vytvorená krimpovaním.
Hliníková loď, ako každá iná, si vyžaduje dôkladnú kontrolu a v prípade potreby aj opravy.
Nie vždy je možné zveriť opravy odborníkovi, často sa lode opravujú vlastnými rukami.
Po dôkladnej kontrole hliníkovej lode by ste mali pochopiť, aký typ opravy je potrebný.
Začnú kontrolu od dna člna, preto ho otočia. Treba hľadať praskliny, zhrdzavené miesta, stratené alebo uvoľnené nity.
Priečka lode počas prevádzky zažíva najväčšie zaťaženie, venuje sa mu osobitná pozornosť. 
Samozrejme, sú možné rôzne poruchy, ale v článku uvažujem iba o tých, ktoré sú vlastné iba lodiam vyrobeným z hliníka a jeho zliatin.
Jedným z najčastejších poškodení hliníkovej lode je korózia. Praskliny sa často skrývajú pod koróznymi škvrnami. Ak s tým nebudete bojovať, v dôsledku toho sa na dne vytvorí diera.
Na určenie hĺbky poškodenia je najlepšie vyčistiť dno člna pomocou brúsky. Vyčistite na kov. 
Po hrubom očistení je potrebné prebrúsiť brúsnym papierom a v prípade potreby odstrániť starý náter špeciálnym odstraňovačom. Potom odmastite, napenetrujte a nalakujte.
Kladivo pomôže určiť spoľahlivosť nitov pri kontrole lode. Každý nit bude potrebné poklepať, ak rachotí a potáca sa, bude potrebná výmena.
Ak sa vytvorili diery, mal by sa na toto miesto vložiť nit s väčším priemerom.
Nity, ktoré sú bližšie k motoru, najčastejšie zlyhávajú, sú najviac náchylné na vibrácie. 
Ďalším krokom je utesnenie trhlín. Praskliny na lodi sa najčastejšie tvoria pri zrážke, napríklad náhodným zakopnutím o naplavené drevo. Trhliny sú pôsobivé a veľmi malé.
Najmenšie praskliny je možné opraviť spájkovaním zo zliatiny cínu a olova s prídavkom zinku.
Pri práci s hliníkom a zliatinami vzniká problém s cínovaním, prekáža oxidový film. Existuje niekoľko spôsobov spájkovania hliníka, napríklad môžete použiť alkalický bezvodý olej, ako je olej na zbrane. Pred spájkovaním očistite povrchy, navlhčite olejom, potom odstráňte fóliu spájkovačkou a spájkou. Používa sa aj tavivo, ktoré sa aplikuje na spájku.
Jediný spôsob, ako opraviť diery a veľké praskliny na hliníkovej lodi, je opraviť ju.
Záplaty môžu byť nitované alebo zvárané.
Zváranie sa vo všeobecnosti najlepšie používa vo výnimočných prípadoch, keď z nejakého dôvodu nie je možné nitovať.
Nie všetky hliníkové zliatiny vydržia zváranie, často sa v blízkosti zvaru pretrhne trup lode. Skúsení zvárači, ktorí to vedia, sa zvyčajne zdráhajú podstúpiť tento obchod.
Ale napriek tomu sa zváranie používa na opravy. Preto, ak varíte, musíte to urobiť na oboch stranách a iba na tenkých plátoch. 
Ak nie ste profesionálny zvárač, budete musieť loď dopraviť do dielne. Zvárajte hliníkové člny argónom.
Náplasť je umiestnená na vnútornej strane člna. Aby bol pevný, je potrebné dodržiavať všetky pravidlá nitovania.
Veľkosť náplasti by mala zodpovedať veľkosti trhliny.
Materiál, z ktorého náplasť vyrábate, by mal byť presne taký istý ako na vašej lodi. 
Ak sa hliník skombinuje s iným kovom, vznikne galvanický pár. To znamená, že na križovatke dôjde ku galvanickej korózii, ktorá rýchlo zničí hliník alebo jeho zliatinu.
Z rovnakého dôvodu sa neodporúča používať na čistenie puzdra kovovú kefku.
Pri inštalácii záplaty s nitom je potrebné dodržať nasledujúcu postupnosť:
Niektorí ľudia sa snažia uzavrieť malé trhliny studeným zváraním alebo sklolaminátom, je to strata času. Takéto opravy sú nepraktické, to všetko počas prevádzky rýchlo odpadne.
Po oprave by mala byť loď natretá špeciálnou farbou.
Ľudové znamenie: Najväčší úlovok majú mladí a neskúsení rybári!
Blagoveščenka
Posledné prihlásenie:
23.07.2018 12:50:18
Barnaul
Posledné prihlásenie:
27.01.2015 16:20:46
Barnaul
Posledné prihlásenie:
03.06.2018 20:25:41
Opakovane som videl, ako lepia diery na Kazankách atď.
len handra, nasiaknutá epoxidom - a nasmerujte na správne miesto.
uchováva - desiatky rokov, nemôžete to vybrať - nemôžete to vybrať))))
Barnaul,
Posledné prihlásenie:
30.12.2014 17:51:03
Opakovane som videl, ako lepia diery na Kazankách atď.
len handra, nasiaknutá epoxidom - a nasmerujte na správne miesto.
uchováva - desiatky rokov, nemôžete to vybrať - nemôžete to vybrať))))
Rubcovsk
Posledné prihlásenie:
06.10.2017 01:04:15
Blagoveščenka
Posledné prihlásenie:
23.07.2018 12:50:18
Rubcovsk
Posledné prihlásenie:
07.01.2018 17:34:41
Barnaul,
Posledné prihlásenie:
30.12.2014 17:51:03
Rubcovsk
Posledné prihlásenie:
07.01.2018 17:34:41
Barnaul
Posledné prihlásenie:
27.01.2015 16:20:46
Vo všeobecnosti vám radím, otočte ju do farby metly a kúpte si gumičku alebo PVC! Je v tom irónia aj kus pravdy. Ak tomu dobre rozumiem, ešte ste to v akcii (na vode) nevideli, ale z vlastnej skúsenosti poviem jedno! Na vode sa správa rozmarne a snaží sa prevrátiť, plaváky sú na jej bokoch a sú pripevnené, aby ju uľahčili vyloviť z vody a tak ďalej a tak ďalej, ťažké a nepohodlné na prenášanie a prepravu. Vo všeobecnosti sa presvedčte sami, majster majster!
A namiesto nitov budete musieť dať skrutky, takže nabudúce bude jednoduchšie vymeniť materiál.
Rubcovsk
Posledné prihlásenie:
07.01.2018 17:34:41
Barnaul
Posledné prihlásenie:
27.01.2015 16:20:46
Amorov kýl je opotrebovaný po diery))))))))))
ale Grigorij a Radik sa pustili do veci.
zisk 10 drôtu tak akurát.
bude slúžiť ešte mnoho rokov.
Komentár k súboru: Rámy sú zakrivené ľadom.
P22-04-15_19.04.jpg [ 454,19 KB | Zobrazenia: 9757 ]
Amorov kýl je opotrebovaný po diery))))))))))
ale Grigorij a Radik sa pustili do veci.
zisk 10 drôtu tak akurát.
bude slúžiť ešte mnoho rokov.
Časové pásmo: UTC + 6 hodín
Používatelia prezerajúci toto fórum: žiadni registrovaní užívatelia a hostia: 3
Všetky materiály uverejnené na tomto fóre sú chránené autorskými právami a môžu byť kopírované iba so súhlasom správy Regionálnej verejnej organizácie „Federácia motorového člna a športového turizmu Baškirska“
(c) 2013-2016 Všetky práva patria Federácii motorových člnov a športovej turistiky v Bashkortostane
Voronežský rybársky klub> → Člny, motory, príslušenstvo → Hliníkové člny (panvice) otázky prevádzky, opravy a ladenia
Stránky 1 2 3 … 6 ďalej
Ak chcete odoslať odpoveď, musíte sa prihlásiť alebo zaregistrovať.
- profesor
- Pravidelný zákazník
- Na fóre
- Kde: VORONEZH
- Registrovaný: 2010-06-01
- Príspevky: 5,145
- Poďakovanie: 21959
- Na správu: 26
Tešíme sa na začatie nového vlákna! Tak som sa stal hrnčiarom! Skôr formálne som ním už dávno - starý kotol prvého modelu (vtedy ho robili ešte bez guliek) ležal v krajine asi 15 rokov a čakal v krídlach. Myseľ takpovediac napísanú. A konečne sa k nej dostali moje ruky - dva týždne práce po večeroch a víkendoch a loď dostala druhý život. Chcel som vyrobiť loď nielen na rybolov, ale aj pre dušu, len na jazdu pre svoje potešenie. Myšlienka bola takmer 100% úspešná, o čom chcem hovoriť.
Takže v skratke! Loď bola vytiahnutá na miesto vhodné na prácu, očistená od konárov a úlomkov, bola vykonaná prvá kontrola, ktorá odhalila kopu problémov, o existencii mnohých som ani netušil, inak by to asi nebolo opravované ďalších 10 rokov.... ale keď sa to raz rozhodol urobiť, nie je kam ustúpiť.
Zistené choroby:
1. otvor v doske,
2. zhnité veslo,
3. roztrhnutá priečka,
4. náplasť na spodnej strane je potrebné vymeniť,
5. V korme prehnité dve mušle.
6. uvoľnenie upevnenia lavíc,
7. zhnité tri rámy na vnútornej strane dna,
8. kapucňa od neustáleho chodenia bola pokrytá širokými prasklinami, dosahovali praskliny a preliačiny, vnútorná výstuž kapucne odpadla,
9. Vypúšťací ventil prekysnutý, upevňovacie prvky zhnité.
10. pravá zadná vztlaková nádrž je prehnitá.
Stav je žalostný, ale oči sa boja, ale ruky robia.
Znitovať dural neviem a ani nechcem, preto bol zvolený hlavný spôsob opravy dotiahnutie nerezovými skrutkami pomocou tmelu.
Prechodová doska bola vymenená za hrubú gumu, na priečnik bola inštalovaná výstužná podložka z hrubého duralového plechu, boli zaplátané diery, vymenené veslo a rámy, bola vyrobená duralová výstelka a naskrutkovaná na kapotu, starý náter bol odstránený, trup bol vyčistený, dvere predného priestoru boli narovnané, ventil bol nahradený polpalcovým žeriavom s guľovým ventilom, upevnenie lavice je vystužené, vztlaková nádrž je zalátaná, švy sú premazané tmelom.
Rozhodol sa maľovať v dvoch farbách: biely spodok, červený vrch, biely kokpit a korma.
Tmelenie, základovanie, maľovanie, lakovanie .... štyri dni práce - a loď už získala krásny vzhľad.
Ďalej som nainštaloval lavičky, podlahu z lakovanej preglejky.
Potom dekorácie a hračky: dúchadlo na kapote, halogénový reflektor od UAZ, 12 voltové zásuvky v kokpite ako palubné napájacie konektory, batéria v priestore na prove a dokončovacie úpravy - inštalácia regulátora napätia na motore (Pit 15) a pripojenie generátora, pogumovaná nosná podložka pre pohodlný vstup do kokpitu, vyplnenie bokov penou - rekreačná jachta YALTA je pripravená!
Pokiaľ ide o čas, všetko trvalo dva týždne, pokiaľ ide o peniaze - 18 - 20 tisíc (presnejšie som to nepočítal). Na základe výsledkov morských skúšok sa o týždeň alebo dva odhlásim.
Alebo sa prihláste cez niektorú z týchto služieb

Komentáre môžu vkladať iba registrovaní užívatelia
Zaregistrujte si nový účet v našej komunite. To nie je ťažké!
Túto stránku si neprezerá žiadny registrovaný užívateľ.




pag102 8. októbra 2012
 pag102 8. októbra 2012
pag102 8. októbra 2012 pag102 12. októbra 2012
Naozaj neexistujú ľudia pracujúci s polymérmi ((
Bol to biznis. Dve veľké námietky - 1. priľnavosť 2. teplota por. rozšírenia.
Určite držať.
15. októbra 2012
Dá sa to opraviť modernými polymérnymi materiálmi?
Pri opravách AL karosérií niektorých automobilových značiek sa hojne využíva lepenie epoxidovými zmesami a tajnou kvapalinou, ktorá zvyšuje priľnavosť ku kovu, prakticky bez jeho odlepovania.
Ale ak to očistíš nahrubo, ale do lesku AL a hneď nanesieš zmes, tak som to skúšal sám a lemovanie poklopu z AD-31 mám nalepené na sklolamináte. Chodím po poklope nohami už niekoľko rokov a spojenie drží.
Prečo to neskúsiť na testovacej platni?
15. októbra 2012
VASYA2011 15. októbra 2012
 VASYA2011 15. októbra 2012
VASYA2011 15. októbra 2012išlo o nitovanie dovezeného člna po náraze. prekliaty tok.
Máte nejaké pneumatické náradie?
Kladivo musí byť oveľa ľahšie ako stojan na zadnej strane, inak sa zlomia susedné kĺby. Existujú pneumatické kladivá, ktoré potrebujú vzduch asi 6 kg / cm2 pri slušnom prietoku.
Príspevok bol upravenýTribun: 15. október 2012 - 12:05
15. októbra 2012
VASYA2011 15. októbra 2012
Kladivo by malo byť oveľa ľahšie ako stojan.
A nity, ak sú duralové, musia byť predtým „uvoľnené“.
montáž, a na tesnenie sa kedysi používala tiokolová páska, teraz je veľa tmelových tmelov.
Rider 15. októbra 2012
 Rider 15. októbra 2012
Rider 15. októbra 2012„Zaobchádzajte ako s podobným“ (c) Podľa mojich skúseností polyméry nepriľnú k Al zliatinám. Oceľový kýl na Al Amur tiež spôsobil zmätok. Nepoužívajte ani zváranie - susedné nity sa uvoľnia a tesnenie vyhorí.
Nit.
oceľový kýl na jeho prvom Amure bol tiež prekvapený, keď našiel
Bol to biznis. Dve veľké námietky - 1. priľnavosť 2. teplota por. rozšírenia.
Jednoznačne nitovať.
lepidlo
lepidlá sa v leteckom priemysle používali už od staroveku a neexistovali ani „Amorovia“.
na prvom osobnom lietadle "Comets" bolo lepené kovové obloženie krídla a trupu. Konštrukcie lietadla Concorde vyrobené z hliníkovej zliatiny a navrhnuté na životnosť tisícok letových hodín sú vzájomne prepojené lepidlom na epoxidovej báze. Rozdiely teplôt a zaťaženia treba predpokladať, že nie sú lodné. Normy letovej spôsobilosti sú zrejme tiež prítomné.
V „sprievodcoch“ na opravu bojových poškodení lietadiel v teréne zrejme nájdete niečo užitočné.
Tento príspevok upravil Rider: 15. október 2012 – 15:26
Rider 15. októbra 2012
..Pravdepodobne nájdete niečo užitočné v „manuáloch“ na opravu bojových poškodení lietadiel v teréne.
v ďalšej vetve je už napísaný „manuál“ na opravu bojového poškodenia a ochranu nitovaných trupov sklolaminátom
5
nity by asi odišli s potešením
SanychSan 15. októbra 2012
 SanychSan 15. októbra 2012
SanychSan 15. októbra 2012Takýchto špecialistov nemáme veľa. išlo o nitovanie dovezeného člna po náraze. prekliaty tok. A s tým súvisiaca otázka. Ako by sa mal tento postup vykonať? o nitoch ako nájdené informácie sa používajú 2 druhy.a čo sa zaseklo? Máte nejaké pneumatické náradie? tam je pomsta úzka, nemôžeš sa plaziť zvnútra
To všetko je nitované metódou spätného nitovania. Búchajú na hlavu, cez tŕň alebo pneumatickým kladivom (KP-14 = do 4 mm a KP-24 s 5 ki). Vnútorná opora (napríklad s tvarom profilu 2,5 kg alebo menej, ak vám nie je ľúto rúk). Odporúčam nájsť nitovačku na letisku.
To všetko je nitované metódou spätného nitovania. Búchajú na hlavu, cez tŕň alebo pneumatickým kladivom (KP-14 = do 4 mm a KP-24 s 5 ki). Vnútorná opora (napríklad s tvarom profilu 2,5 kg alebo menej, ak vám nie je ľúto rúk). Odporúčam nájsť nitovačku na letisku.
Spätné nitovanie je prepracovanosť, mne sa to nepodarilo. V takýchto prípadoch som nit jednoducho otočil (alebo vymenil za inú hlavu) a zanitoval na druhej strane. S pištoľou by toho nemalo byť príliš veľa, príliš silná vyžaduje ťažký tŕň, nedá sa všade skĺznuť a už sa ťažko drží.
Všetko však prichádza so skúsenosťami. Ak ruky nie sú krivé, nestarajte sa o to, kde rastú
SanychSan 16. októbra 2012
Spätné nitovanie je prepracovanosť, mne sa to nepodarilo. V takýchto prípadoch som nit jednoducho otočil (alebo vymenil za inú hlavu) a zanitoval na druhej strane. S pištoľou by toho nemalo byť príliš veľa, príliš silná vyžaduje ťažký tŕň, nedá sa všade skĺznuť a už sa ťažko drží.
Všetko však prichádza so skúsenosťami. Ak ruky nie sú krivé, nestarajte sa o to, kde rastú
Skúsenosti 19 rokov. Nitovač 5. kategórie na letisku Nižnevartovsk.
Možno výbušná nada?
„V niektorých prípadoch sa používajú špeciálne typy nitov – výbušné (AN-1504).
Výbušné nity majú na voľnom konci prútu priehlbinu (komoru) vyplnenú trhavinou, ktorá je chránená pred prenikaním vzdušnej vlhkosti vrstvou laku. Výbušné nity sa vyrábajú s priemerom 3,5; 4; 5 a 6 mm od drôtu D18P. Dĺžka tyče výbušných nitov je od 6 do 20 mm, hrúbka nitovaného obalu je od 1,6 – 2,5 do 14,1 – 15 mm.
Proces nitovania výbušnými nitmi je odlišný od bežného nitovania. Tu sa ako nitovací nástroj používa elektrický ohrievač.
Nitovanie výbušnými nitmi spočíva v tom, že do otvoru sa vloží nit, na ktorého voľnom konci tyče je komora naplnená výbušninou. Ľahkým úderom kladiva (v studenom stave) sa nit rozruší. Potom sa na zapustenú hlavu nasadí hrot elektrického ohrievača 1. V priebehu 2–3 s sa nit zahreje a pri teplote 130–160 °C nálož exploduje, pričom koniec tyče sa značne roztiahne a tvorí uzatváraciu hlavu.“
Tu
Príspevok upravil Alessandro: 16. október 2012 – 14:00
SanychSan 16. októbra 2012
Možno výbušná nada?
„V niektorých prípadoch sa používajú špeciálne typy nitov – výbušné (AN-1504).
Výbušné nity majú na voľnom konci prútu priehlbinu (komoru) vyplnenú trhavinou, ktorá je chránená pred prenikaním vzdušnej vlhkosti vrstvou laku. Výbušné nity sa vyrábajú s priemerom 3,5; 4; 5 a 6 mm od drôtu D18P. Dĺžka tyče výbušných nitov je od 6 do 20 mm, hrúbka nitovaného obalu je od 1,6 – 2,5 do 14,1 – 15 mm.
Proces nitovania výbušnými nitmi je odlišný od bežného nitovania. Tu sa ako nitovací nástroj používa elektrický ohrievač.
Nitovanie výbušnými nitmi spočíva v tom, že do otvoru sa vloží nit, na ktorého voľnom konci tyče je komora naplnená výbušninou. Ľahkým úderom kladiva (v studenom stave) sa nit rozruší. Potom sa na zapustenú hlavu nasadí hrot elektrického ohrievača 1. V priebehu 2–3 s sa nit zahreje a pri teplote 130–160 °C nálož exploduje, pričom koniec tyče sa značne roztiahne a tvorí uzatváraciu hlavu.“

Sklolaminátová loď si získala obľubu pre svoju odolnosť a spoľahlivosť. Sklolaminát má oproti iným materiálom množstvo významných výhod. Loď môžete zostaviť rýchlo a bez veľkých nákladov.Loď zo sklenených vlákien pre domácich majstrov je cenovo dostupná a hodná možnosť pre rybárske výlety.
Plastové malé plavidlo je určené hlavne na rybolov. Dá sa využiť aj na vodnú turistiku, športové aktivity. Prevádzkové podmienky člna na vode: vlna nie viac ako 60 cm vysoká, sila vetra - až 4 body na desaťbodovej stupnici. Sklolaminátový čln je skvelou alternatívou k nafukovacím člnom.
Sklolaminát je jediný materiál, ktorý vám umožňuje vytvoriť tvar akejkoľvek zložitosti sami. Nezávislý dizajn dna umožňuje vybaviť ho redanmi akejkoľvek konfigurácie. Maximálnu efektivitu jazdného výkonu lode dosiahnete umiestnením redanov na najvhodnejšie miesta. Okrem toho bude dizajn domácej lode odrazom charakteru jej majiteľa.

Existuje spôsob výroby domácej lode z preglejky a sklolaminátu, keď sa plast používa iba na vonkajší kryt lode. Táto technológia sa však neospravedlňuje. Vrstva preglejky ležiaca pod plastom rýchlo získava vlhkosť, čo zvyšuje hmotnosť nádoby. Dochádza k rýchlej deštrukcii preglejky v dôsledku pôsobenia mikroorganizmov a procesu delaminácie, pretože z hľadiska pevnosti je preglejka oveľa nižšia ako plast.
Ako vyrobiť loď Pri starostlivom dodržiavaní všetkých pravidiel túto úlohu zvládne aj začiatočník. Technologický proces je jednoduchý a nákladovo efektívny. Trup plavidla je vytvorený pomocou výstužného plniva impregnovaného polymérnou kompozíciou.
Suroviny používané ako výstužné plnivo pri výrobe rámu:
- základňa trupu, boky - roving sklolaminát TP-07, TP-03, TP-056;
- lokálne spevnenie jednotlivých sekcií - konštrukčné sklolaminát T-11, T-13.
Sklolaminát je rôznych typov podľa typu tkania, veľkosti nití. V zásade zvoľte "šikmú" alebo saténovú väzbu. Vlákna musia byť skrútené. Materiál sa predáva vo forme listov, kotúčov, pások.

Sklolaminát sa predáva impregnovaný mastným zložením. Aby bola tkanina lepšie impregnovaná spojivom, mazivo by sa malo odstrániť benzínom, lakovým benzínom alebo acetónom. Tkanina bez tuku sa suší asi 2-4 hodiny na vzduchu.
Na lepenie výstužného materiálu je potrebná živica. V lodiarskom priemysle sa používajú tri typy živíc: epoxidové, vinylesterové a polyesterové. Najdôležitejšie vlastnosti živíc pri konštrukcii člna zo sklenených vlákien z akéhokoľvek typu vlákna sú priľnavosť a impregnácia.
Lacnou možnosťou je použitie polyesterovej živice, ktorá vám umožní vytvoriť pevný sklolaminátový prvok v jednej operácii. Môže sa použiť živica TM Ashland. Na vytvorenie dekoratívneho s ochrannými vlastnosťami povlaku tela budete potrebovať gélový lak. Budete tiež potrebovať preglejku s hrúbkou najmenej 1,2 cm, ktorá má odolnosť proti vlhkosti.
Bez kompetentného výkresu nie je možné vyrobiť loď. Návrh budúceho plavidla je možné vykonať pomocou programu AutoCAD. Najprv sa vytvorí 3D model, potom rámové diagramy, vzory. Hotové výkresy sa robia na špecializovaných stránkach, na internete. Teraz môžete začať vyrábať čln zo sklenených vlákien vlastnými rukami.


















