Podrobne: oprava párov piestov svojpomocne od skutočného majstra pre stránku my.housecope.com.
Použitie: obnova opotrebovaných povrchov presných dielov, ako sú páry piestov vysokotlakových palivových čerpadiel. Podstata vynálezu: dosadacie plochy sú vytvorené na opotrebovanom pieste vo forme valcových pásov, umiestnených rovnomerne pozdĺž osi piestu, a uzavretých pásikov pozdĺž obvodov odrezaných drážok. Šírka pásikov a pásov sa volí v rozmedzí 3-4 mm s ich celkovou plochou 46-56% plochy piestu. Nosné plochy sú tvorené elektroerozívnym nanášaním dvojvrstvového povlaku s plastickou deformáciou povrchu prvej povlakovej vrstvy, napr. oteruvzdornej z VK 8, pred nanesením druhej vrstvy valivého materiálu, vykonanej napr. meď-grafitovou elektródou, po potiahnutí sa piest lapuje v liatinovom lapovaní s prídavkom brúsnych pást. Obnovený pár sa použije namiesto nového. 1 chorý.
Spôsob elektroerozívnej obnovy opotrebovaných povrchov presných dielov Oblasť techniky Vynález sa týka spôsobu elektroerozívnej obnovy opotrebovaných povrchov presných súčiastok a môže byť použitý v strojárstve a opravách strojov na obnovu párov piestov vysokotlakových palivových čerpadiel (HPFP).
Známy spôsob obnovy pracovného profilu dielov pracujúcich v podmienkach nerovnomerného opotrebovania, podľa ktorého sa na pracovnú plochu profilu dielov predbežne nanáša ochranná vrstva, ktorej hrúbka je limitná pre zvolený elektroerozívny režim ( vyd. CCCP N 698746, trieda B 23 H 9/00, 1979).
Nevýhodou známeho spôsobu je, že hraničná hrúbka vrstvy pre zvolený elektroerozívny mód je charakterizovaná koncentráciou defektov a zvyškových ťahových napätí, čo je pri párovaní dielov presných párov nežiaduce.
| Video (kliknutím prehráte). |
Najbližšie k navrhovanému technickému riešeniu je spôsob rekuperácie párov plunžerov vrátane vytvorenia nosnej plochy na pieste vo forme valcových remeňov s antifrikčným povlakom (vyd. St. N 1715864, C 21 D 1/78 , 1992).
Známy spôsob neposkytuje úplné obnovenie životnosti a prevádzkových parametrov páru piestov.
Vynález je založený na úlohe implementovať taký spôsob, ktorý by zvýšil zdroj páru piestov, zintenzívnil proces zábehu lícujúcich plôch v priebehu času zlepšením kvality regenerácie.
Problém je vyriešený skutočnosťou, že pri spôsobe obnovy páru piestov, ktorý zahŕňa vytvorenie opornej plochy na pieste vo forme valcových pásov s aplikáciou antifrikčného povlaku, podľa vynálezu valcové pásy sú umiestnené rovnomerne pozdĺž osi piestu a ďalšie dosadacie plochy sú vytvorené vo forme uzavretých pásov pozdĺž obvodov odrezaných drážok, pričom šírka pásov a valcových pásov sa volí v rozmedzí 3-4 mm s ich súčtom plocha 46-56% plochy povrchu piesta, nosné plochy sú tvorené elektroerozívnym nanášaním dvojvrstvového povlaku s plastickou deformáciou povrchu prvej povlakovej vrstvy pred nanesením druhej, antifrikčnej.
Výhody pripojeného spôsobu spočívajú v tom, že nanesenie spodnej poťahovej vrstvy z materiálu odolného proti opotrebeniu a vrchnej vrstvy z antifrikčného materiálu poskytuje nielen vysokú odolnosť proti opotrebovaniu, ale aj dobré lapovanie a zábeh; povrchová plastická úprava spodnej vrstvy pred nanesením vrchnej zaisťuje dobrú priľnavosť vrstvy k podkladu, zmenu vnútorných ťahových napätí na vnútorné tlakové a rovnomerné rozloženie hrúbky náterovej vrstvy.
Povlak vo forme rovnomerne rozmiestnených pásikov a po obvode vyrezanej drážky zabezpečuje tvorbu mikrodutín, ktoré svojim účelom zodpovedajú labyrintovým tesneniam.
Hodnoty plochy náteru v rámci 46 – 56 % celkovej plochy zotavenia so šírkou náterového pásu 3 – 4 mm sú stanovené dodatočnými experimentálnymi štúdiami a poskytujú dostatočnú veľkosť nosnej plochy a tesnosť páru piestov. .
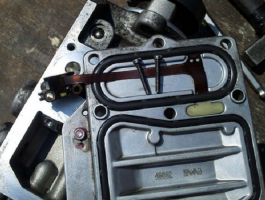
Výkres ukazuje celkový pohľad na zostavu páru piestov získanú nárokovaným spôsobom. Pár piestov obsahuje: piest 1, objímku piestu 2, vyrezávacie drážky 3, axiálny otvor v pieste 4, diametrálny otvor v pieste 5, vstupný otvor v objímke 6, obtokový otvor v objímke 7, povlak pracovnej plochy piestu pozostávajúci z nižšieho opotrebovania. odolná vrstva 8 a horná vrstva proti treniu 9.
Príklad konkrétnej implementácie metódy.
Opotrebované piesty vysokotlakových palivových čerpadiel dieselových motorov KamAZ-740, vyrobených z ocele ShKh15, boli v miestach nad vyrezávacou drážkou, pod vyrezávacou drážkou, pozdĺž okrajov potiahnuté povlakom odolným proti opotrebovaniu. rezná drážka s legujúcou elektródou odolnou voči opotrebovaniu z materiálu VK8 v režimoch: prúdová sila I 0,8A, prúdová frekvencia f 200 Hz, čas dopovania 
= 1 min/cm 2 s vytvorením šírky náterových pásov 3-4 mm a celkovej plochy vytvoreného náteru Fcover. 46-56% plochy výplne piesta s rovnomerným usporiadaním poťahových pásikov na povrchu, ktorý sa má obnoviť.
Po nanesení náteru sa povrchy piesta, ktorý sa má obnoviť, ošetria špeciálnym trojvalcovým valcom s valcovacou silou 100 kgf. Opätovné potiahnutie rovnakých plôch sa vykonáva antifrikčnou dopingovou medeno-grafitovou elektródou v režimoch I 1,2A, f 200 Hz,
\u003d 1 min / cm 2 ..
Po zväčšení vonkajšieho priemeru piesta v sekciách 8, 9 sa tento brúsi v liatinovom lapači s prídavkom brúsnej pasty a potom v spojení s plunžerovým puzdrom 2 s brúsnou pastou. Potom sa takto obnovený pár piestov použije namiesto nového.
Na špeciálnom stojane STAR-12F pre cyklické zásobovanie palivom s a. životnosť min. Obmedzenie maximálnej šírky náterového pásu 4 mm je dané ekonomickou realizovateľnosťou.
Štúdia na určenie závislosti prevádzkového času v hodinách obnoveného páru piestov pri zachovaní šírky náterového pásu 3-4 mm a zabezpečení prevádzkyschopnej dodávky paliva v závislosti od pomeru celkovej plochy vytvoreného náteru (Fcover) do priestoru obnovy piestov (Fplung. ) bola realizovaná na špeciálnom stojane STAR -12F pre cyklickú dodávku paliva pri zabezpečení životnosti minimálne 3000 hod.Výsledky štúdií obnovených párov piestov určili najdlhšie trvanie prevádzka páru piestov s celkovou plochou vytvoreného povlaku (Fcover) rovnajúcou sa 46-56 % plochy obnovenia piestu (Fplunger) so šírkou vytvorených povlakových pásikov 3-4 mm s ich jednotným umiestnením na obnovenom povrch a súlad so zdrojom nového páru piestov.
Spôsob obnovenia páru piestov, pri ktorom vytvorenie opornej plochy na pieste vo forme valcových pásov zahŕňa aplikáciu povlaku proti treniu, vyznačujúci sa tým, že valcové pásy sú rovnomerne rozmiestnené pozdĺž osi piestu a tvoria prídavné dosadacie plochy vo forme uzavretých pásikov po obvodoch odrezaných drážok, pričom šírka pásikov a valcových pásov sa volí v rozmedzí 3-4 mm s ich celkovou plochou 46 56 % plochy povrchu piesta , nosné plochy sú tvorené elektroerozívnym nanášaním dvojvrstvového povlaku s plastickou deformáciou povrchu prvej povlakovej vrstvy pred nanesením druhej, antifrikčnej.

Začnime tým najmenším, čo je to piest? Piest je druh piestu, ktorý je vyrobený vo forme valca, jeho dĺžka presahuje jeho priemer. V dieselových autách a palivových zariadeniach sa rozšírili takzvané plunžerové páry. Pár piestov pozostáva z piestu a objímky.
Dvojica piestov je jednou z hlavných častí vysokotlakového palivového čerpadla alebo skrátka vysokotlakového palivového čerpadla. Vysokotlakové palivové čerpadlo zaznamenáva a dodáva potrebnú porciu paliva pre motor v správnom čase. Dodáva ho tiež pod určitým tlakom a privádza sa do valcov motora. Aby sa zabránilo úniku paliva pri vysokom tlaku cez medzeru medzi objímkou a piestom, medzera je veľmi malá, iba 1-3 mikróny. Plunžry a objímky sú vyrobené z vysoko pevnej ocele kalenej na vysokú pevnosť, výsledkom čoho je presná vysokokvalitná dvojica dielov, ktoré nie je možné samostatne meniť.
Pre páry piestov je prítomnosť vody v motorovej nafte zničujúca, pretože keď sa dostane do medzery presných dielov, palivový film, ktorý maže pár na trecích plochách, sa rozbije a piest nejaký čas funguje bez mazania. V dôsledku toho sa na povrchoch vytvárajú takzvané „záchvaty“, v dôsledku čoho sú zaklinené. Samotné vniknutie vody je známe odkiaľ, ide o nekvalitnú motorovú naftu a voda tiež prispieva ku korózii objímky a piestu, čo vedie k okamžitej oprave piestov.
Problémy okrem vody často vznikajú aj v dôsledku vstupu mikroskopických prachových častíc do paliva, funguje ako brúsny nástroj a poškodzuje aj pár piestov v čerpadle. V dôsledku vniknutia rôznych nečistôt do mechanizmu dvojice piestov dochádza aj k zaseknutiu a poruche čerpadla a motora automobilu, to všetko vedie k oprave.
Plunžerové páry vysokotlakových palivových čerpadiel sú vysoko presným mechanizmom a aby sa predišlo jeho poruche, je potrebné pravidelne diagnostikovať plunžerový pár a používať kvalitné palivo.
Na diagnostiku páru piestov vysokotlakového palivového čerpadla je potrebné mať špeciálne vybavenie, ktoré vám umožní skontrolovať stupeň opotrebovania páru piestov a až potom, ak je to potrebné, je nahradené novým. alebo obnovené. Oprava páru piestov spočíva v úplnom obnovení geometrických parametrov objímky a samotného piestu. Objímka je obnovená mechanickým spracovaním. Piest sa opraví nanesením tvrdého chrómu odolného voči opotrebovaniu. Samostatne v garáži bez vybavenia, t.j. remeselným spôsobom nie je možné opraviť piesty.
Zaregistrujte sa a vytvorte si účet. Je to jednoduché!
Už zaregistrované? Prihláste sa tu.

Dobrý deň, milí používatelia fóra!
Otázka/problém tohto druhu.
Hyundai Terracan 2.9 crdi odchádzala chladiaca kvapalina, odviezli auto do servisu, sú tam „špecialisti“ (pravdupovediac, mesto je malé a špecialisti na
Hyundai skoro nemáme) povedali, že únik je spôsobený čerpadlom, vymenili čerpadlo, nejazdíme často, takže až po niekoľkých mesiacoch
všimli ste si, že problém nebol vyriešený a chladiaca kvapalina stále mizne a musíte ju doplniť. Odviezli do iného servisu, povedali, že netesnosť pochádza z „predného krytu motora“ a je potrebné vymeniť tesnenie, ktoré sa „čas od času vyžmýkalo/opotrebovalo“, odporučili objednať súpravu a vymeniť všetko už (pretože podľa nich sa jedno tesnenie samostatne nepredáva), berúc do úvahy toto a skutočnosť, že servis nevie, či je potrebné demontovať motor (takúto prácu ešte nerobili), mám nasledujúce otázky.
1. Musím pri výmene tohto tesnenia „pod predným krytom motora“ demontovať motor alebo je možné ho vymeniť bez jeho odstránenia?
Ak som správne pochopil pána - ktorý mi vysvetlil, tak akosi „zatvára“ okná chladiaceho systému a je buď pod čerpadlom alebo okolo neho. - (Naposledy som si kúpil podporované auto, takže som slabý v ich opravách a iných veciach)
2. Dá sa kúpiť a predáva sa jedno tesnenie samostatne?
Alebo si stále kúpiť súpravu a vymeniť všetko, alebo zobrať súpravu a zmeniť len jednu? - odporucili kupit originalnu stavebnicu, je ovela lepsia ako "neoriginalna"?
3.Ako som dobre pochopil, je veľká pravdepodobnosť, že staré čerpadlo je v poriadku a je plne funkčné, viem to nejako zistiť vizuálnou kontrolou, alebo sa stačí opýtať odborníka?
ps. Vopred ďakujem za odpovede, ak som tému založil nejako nesprávne, alebo v nesprávnej sekcii, ospravedlňujem sa administrácii a ak je to možné, upravím / presuniem do správnej.
ps2. Na internete sa na požiadanie vrchnáka objavilo toto, však?
Prvýkrát, čo píšem do fóra, vás prosím, aby ste reagovali s prosbou na nového (neskúseného) majiteľa Terrika a prepáčte mi, že nepoznám technickú časť!
Problém začal s príchodom tepla, počul som, že v zadnej časti auta bol nový zvuk (najskôr som hrešil na gumu), ukázalo sa, že nie.
Prišiel som do oficiálneho servisu, majster zdvihol auto, povedal, že na výmenu ložísk hriadeľa nápravy, ktorú som úspešne objednal cez fórum (tam mi odmietli vymeniť, pretože nevedeli zaručiť kvalitu opravy, hovoriac, že už zlomili hriadeľ nápravy)
Prihlásil sa na výmenu v inej kancelárii. servise, ked zacali prace, tak sa ukazalo, ze to nie su loziska osoveho hriadela, ale lozisko hnacieho kolesa zadnej napravy (stopka), rukou tocili kardan a pocítili poruchu loziska.
Chcem sa vás teda spýtať, stretli ste sa s týmto problémom a máte pravdu v službe?
Ak áno, povedzte mi, čo sa mení paralelne s ložiskom drieku (most LSD), aké sú čísla dielov.
V prílohe nájdete súpravu na opravu piestu a tesnenia pre môj 4JG2. Ľavý sprej. Majstri povedali, že by sa mi hodil Surf, Deliki. V skutočnosti to tak nefungovalo.
Je potrebné natrieť samotný hriadeľ goya pastou a temporovať?
Na tento motor je v predajni 5 piestov.Bolo mi odporučené doniesť starý a zobrať si ho. Ten na delikatesu, surf, bighorn 9600, potom vzostupne 10800, 12000. Môj najdrahší 14500 rubľov. Z Japonska to ohodnotili podľa taniera (v inom obchode) - 9600 rubľov. Bol som ale zmätený, keď predajca povedal, že sú rovnaké na všetkých 4JG2.
Čo sú cestoviny Goya? Zabite piest. Zverte tento obchod remeselníkom s normálnym stojanom, sám neradím liezť. V Južno-Sachalinsku určite nie sú žiadni remeselníci. Páry piestov sa predávajú už rozomleté v správnej veľkosti - pasta len zväčší medzeru, tlak klesne a para pôjde do koša. Napríklad v bratových službách sa pred montážou čerpadlo a para dôkladne umyjú, vymenia sa všetky gumičky a medené podložky v čerpadle (áno, sú na jedno použitie), upchávka, potom zmontované čerpadlo „honí“ nejaký čas na stojane sa meria tlak, spúšťa sa „dávka paliva“, upravuje sa atď. atď.
A cenovka je asi 7-10 rubľov za všetko. S autom som jazdil ráno, vyzdvihol som si ho popoludní - odstránia / namontujú čerpadlo, vymenia piest, nastavia ho ako hodinky, ak je to potrebné - vymenia rozvodový remeň, tesnenia hlavy, skontrolujú vstrekovače, vymenia postrekovače (v podstate všetko je za príplatok). V týchto peniazoch je zahrnutý piestový pár (získaný chrómom z podobného čerpadla a bez ohľadu na to, čo hovoria odporcovia tejto metódy - sám som to korčuľoval 4 roky a ani ma nenapadne liezť do pumpy, pred mesiacom Akurát som vymenil gumičky, lebo krúžok na spúšti bol opotrebovaný a pumpa začala tiecť - 30 minút prevádzky).
PS: Hlavná vec je včas vymeniť filter a nenapĺňať solárium neznámeho pôvodu.
Technologický proces oprava párov piestov chemické pokovovanie niklom zahŕňa nasledujúce operácie:
- umývanie, kontrola a triedenie dielov;
- mechanické spracovanie piestov a objímok;
- chemické pokovovanie piestov niklom;
- spracovanie piestov po predĺžení;
- výber a vzájomné brúsenie dielov;
- kontrola a príjem pary.
Umývanie, kontrola a triedenie párov piestov. Kontrola a triedenie párov piestov spočíva vo vonkajšej kontrole dielov a skúške hustoty. Osobitná pozornosť by sa mala venovať detekcii korózie. Ak sa zistia stopy korózie alebo pozdĺžne škrabance, diely sa opravia.Páry piestov s hladkým pracovným povrchom sa testujú na hustotu. Piestové páry, ktorého hustota je menšia ako norma, rozložte; piesty a objímky sa posielajú na opravu.
Piestové obrábanie. Aby mal pracovný povrch správny geometrický tvar, ako aj odstránenie ťahov a rizík, sú diely podrobené mechanickému spracovaniu (predbežné a dokončovacie). Predbežné lapovanie pracovnej plochy plunžerov s liatinovým lapovaním sa vykonáva na špeciálnom dokončovacom vreteníku alebo sústruhu.
Obrábanie rukávov. Obrábanie rukávov zahŕňa nasledujúce operácie:
- predbežné lapovanie otvoru;
- jemné lapovacie otvory;
- lapovanie koncového povrchu;
- kontrola a triedenie dielov do skupín.
Chemické pokovovanie piestov niklom. Povrchy piestu, ktoré nie sú vystavené chemickému poniklovaniu, sú pokryté tenkou a súvislou vrstvou PVC laku a vysušené v sušiarni pri teplote 30-40 °C. Aby sa zabezpečila dobrá priľnavosť zliatiny, povrch časť je starostlivo odmastená benzínom a vápenato-horečnatým vápnom.
Spracovanie po predĺžení. V prípade potreby sú diely brúsené, aby pracovná plocha získala pravidelnejší geometrický tvar. Presah by sa mal voľne pohybovať pozdĺž osi piestu pri 150-200 ot./min dielu. Pri spracovaní sa odporúča použiť tenkú GOI pastu. Po dôkladnom umytí v benzíne sa diely zmerajú a roztriedia do skupín podľa veľkosti priemerov pracovných plôch s intervalom 2 mikróny.
Selekcia a vzájomné brúsenie. Po konečnom opracovaní sa piesty vyberú a prispôsobia objímkam. Piest by mal vstúpiť do objímky približne na dĺžku pracovného pásu. Vzájomné brúsenie dielov sa vykonáva pri 150-200 ot./min vretena. V tomto prípade sa používa tenká GOI pasta alebo oxid hlinitý. Posuňte objímku pozdĺž piestu hladko, bez tlaku. Koniec dokončovania sa vyznačuje voľnejším pohybom objímky po celej vodiacej ploche.
Hotové pary sa premyjú v benzíne a vyfukujú stlačeným vzduchom.
Párová kontrola a prijatie. Kvalita brúsnych plôch sa zisťuje vonkajšou kontrolou a kontrolou plynulosti pohybu piesta v objímke. Pár sa potom testuje na hustotu.
Lapované povrchy piestu a objímky musia mať rovnomerný lesk, je povolená prítomnosť najmenších ťahov sotva viditeľných okom.
Po umytí dielov v motorovej nafte by mal piest, vysunutý z objímky o 40-50 mm, vlastnou váhou spadnúť do zvislej polohy, až kým sa nezastaví na konci objímky. Nie je povolený žiadny lokálny odpor, brzdenie a zaseknutie piestu v objímke.
Hustota párov piestov sa určuje tlakovou skúškou so zmesou oleja MT-16P a motorovej nafty s viskozitou 10 cst pri 50 °C.
Pary sa testujú pod tlakom 300 kg/cm2 pri teplote kvapaliny 18-20°C.
Na ryža. 164 znázorňuje zariadenie na krimpovanie párov piestov. Skúšobný pár je inštalovaný v špeciálnej odnímateľnej objímke 3, v ktorej je objímka zaistená skrutkou. Odnímateľná objímka má drážky na nastavenie piestu pod uhlom otáčania voči okienkam objímky do polohy maximálnej dodávky paliva. Zostava puzdra s testovacím párom je inštalovaná v objímke telesa 9 zariadenia.
Koniec objímky je utesnený brúsenou pätkou 8 a upnutý skrutkou 6 cez tyč 7. Záťaž 12 posúva piest nahor cez systém pák 1 a posúvača 2. Páka 5 sa používa na zdvihnutie nákladu do hornej polohy a západka 11 sa používa na jeho zaistenie. Špeciálna páka 10 je navrhnutá tak, aby posúvala piest nadol počas opakovaného testu.
Ryža. 164. Zariadenie na tlakovú skúšku párov piestov.
Pár sa testuje v nasledujúcom poradí. Záťaž je upevnená v hornej polohe, puzdro zariadenia spolu s lôžkom piestu je inštalované v objímke puzdra, koniec puzdra je utesnený a dutina nad piestom je vyplnená lisovacou zmesou otvorte ventil 4 potrubia.Potom sa uvoľní západka nákladu. Pôsobením zaťaženia piest stlačí zmes na tlak 300 kg/cm2 a pohybom nahor ju postupne vytlačí cez medzeru testovacieho páru. Trvanie pádu bremena, ktoré určuje hustotu páru, si všimnú stopky. Každý pár je stlačený 3-krát. Testy sa považujú za správne, ak rozdiel medzi získanými údajmi dvoch experimentov nepresiahne 3 sekundy. Ak je rozdiel väčší, para sa musí umyť v čistej motorovej nafte a znova otestovať.
Opravené páry piestov sú rozdelené podľa ich hustoty do troch skupín. Prvá skupina zahŕňa páry s časom krimpovania 6-10 sekúnd, druhá - 10-15 sekúnd. a do tretice 15-20 džús. Každé čerpadlo je vybavené pármi piestov rovnakej skupiny hustoty.
Páry, ktoré nespĺňajú špecifikácie z hľadiska hustoty, sa posielajú na opätovnú montáž. V prípade mierneho prilepenia sa pár piestov opäť dôkladne umyje v čistej motorovej nafte a znovu natlakuje.
Na systematickú kontrolu stavu porastu použite kontrolný a referenčný pár. Ku každému stojanu je navyše vyrobená ovládacia objímka. Pomocou tejto objímky sa z nových dielov vyberú dva páry plunžerov, ktorých hustota zodpovedá času 6 krimpovania; 10 a 20 sekúnd. Výber piestových guľôčok sa vykonáva pri teplote 18 ° C na štandardnej zmesi. Kontrolné páry sú označené: "K-6 sec"; K-10 s" a "K-20 s". Tieto páry sú uložené vo výrobnom OTK.
Pre referenčné časti sa používa toto označenie: "E-6 sec"; "E-10 s" a "E-20 s". Tieto páry používa majster dielenskej kontroly.
Prípustný rozdiel v hustote referenčných a kontrolných párov je 0,5 sek. pre páry s hustotou 6 a 10 sek. a 1 sek. pre páry s hustotou 20 sek.
Každý deň na začiatku práce, ako aj po naplnení porastovej nádrže čerstvou zmesou sa na pracovnej priechodke porastu meria hustota referenčných párov.
Údaje na stojane sa považujú za správne, ak sa získaná hustota páru líši od nominálnej (vyznačenej na referenčnom páre) nie viac ako 1 sekundu. pre páry s hustotou 6 sek., na 2 sek. pre páry s hustotou 10 sek. a pa 4 sek. pre páry s hustotou 20 sek. Ak je rozdiel v nameraných hodnotách väčší ako špecifikované hodnoty, potom sa referenčný pár skontroluje oproti riadiacej objímke. Prípustný rozdiel v odčítaní pri testovaní referenčného páru na ovládacích a pracovných puzdrách nie je povolený viac ako 0,5 sekundy. pre páry s hustotou 6 a 10 sek. n 1 sek. pre páry s hustotou 20 sek. Ak je rozdiel vo výsledkoch testu väčší, potom sa pracovné puzdro stojana a tesniaca pätka vymenia za nové diely. Dvakrát do mesiaca sa porovnáva referenčný pár oproti kontrolnému páru na kontrolnom puzdre.
Po roztriedení do skupín sú páry piestov označené. Diely určené na dlhodobé skladovanie sú konzervované. Na tento účel sa piestový pár umyje v čistom benzíne, vysuší, upevní v špeciálnom ráme a ponorí do kúpeľa leteckého oleja pri teplote 110 - 120 ° C. Po ukončení uvoľňovania peny sa rám s detailmi odstráni. Potom, čo olej vytečie z povrchu dielov, rám na 2-3 sekundy. ponorený do kúpeľa s konzervačnou zmesou s obsahom 100 g parafínu na 1 kg leteckého oleja. Teplota zmesi je 75–85 °C.
Po konzervácii je každý pár zabalený do pergamenovo voskovaného alebo azokeritového papiera a vložený do škatule.
Pozor! Sieť autoservisov za výhodné ceny. Kontrola geometrie kolies ZADARMO! Žiadne rady! Oprava v ten istý deň!
Stiahnuť/vytlačiť tému
Stiahnite si tému v rôznych formátoch alebo si pozrite verziu témy pre tlač.
Vysokotlakové palivové čerpadlo je nevyhnutnou súčasťou každého dieselového motora. Vďaka tomuto mechanizmu sa palivo stáva nielen kvapalinou, ale aj zmesou paliva a vzduchu. Prevádzka čerpadla je tiež ovplyvnená takou časťou, ako je pár piestov. Je zodpovedná za dodávku paliva a jeho distribúciu.
V dizajne tohto prvku sú dve hlavné časti - piest a puzdro.
Piest pozostáva z malého valcového piestu. Keď čerpadlo beží, piest sa pohybuje vo vnútri objímky. Pri pohybe nahor a nadol piest nasáva palivo a potom sa striedavo vstrekuje do dýz pracovných valcov, kde sa pod vysokým tlakom v atomizovanom stave zapáli. Dvojica piestov vstrekovacieho čerpadla má na puzdre niekoľko otvorov, cez ktoré vstupuje nafta na následné vstrekovanie.
Inými slovami, hlavným účelom páru piestov je presne merať palivo, aby ho potom dodávalo do valcov motora. Tento prvok tiež pomáha čerpadlu dodávať palivo v správnom čase so správnym tlakom. Aby sa všetko vykonalo bez porúch, je potrebné, aby pár piestov spĺňal všetky požiadavky. Preto sa piestový pár, ktorého cena nie je taká malá, musí vyrábať na high-tech zariadení, je nereálne vyrobiť ho doma.
Pár piestov vstrekovacieho čerpadla - zložitý prvok, treba ho obsluhovať opatrne a neustále spĺňať potrebné požiadavky. Aby zariadenie fungovalo hladko a efektívne, malo by sa používať iba vysoko kvalitné palivo. Keďže kvalita paliva na našich čerpacích staniciach nie je veľmi žiaduca, obnova párov piestov je veľmi obľúbenou službou.
Nekvalitné palivo obsahuje veľké množstvo chemických prvkov, čo výrazne znižuje životnosť dvojice piestov. Najviac negatívny vplyv má voda, ktorá vstupuje do paliva ako kondenzát. Ak je medzi objímkou a piestom veľa vody, potom mazací film naruší jeho celistvosť a dielec pokračuje v práci bez mazania. To môže diel zdeformovať natoľko, že obnovenie piestov jednoducho nepomôže. Zostáva len kúpiť pár piestov v obchode a pokúsiť sa doplniť palivo iba vysokokvalitným palivom.
Existuje niekoľko znakov, že súčiastka je chybná. Jedným z nich je zlyhanie motora, najmä keď je motor zahriaty. Môžete tiež zistiť, či pár piestov vysokotlakového palivového čerpadla funguje normálne, keď motor beží. Musíte venovať pozornosť kvalite jeho práce. Ak je pár piestov chybný, motor stráca výkon a pracuje s netypickými zvukmi. Okrem toho môže motor bežať drsne a nestabilne. Ak bol zaznamenaný aspoň jeden príznak, potom je potrebné vykonať diagnózu.
Treba poznamenať, že na diagnostiku sa používa špeciálne vybavenie. Preto je veľmi ťažké doma povedať, či je pár piestov chybný alebo nie. Na čerpacej stanici môžu odborníci presne povedať o poruche a spôsob jej riešenia je nastavenie alebo úplná výmena. Počas opravy je potrebné špeciálne vybavenie na obnovenie tesnosti puzdra a piestu.
Teraz by sme vám mali povedať, ako vymeniť pár piestov. Najprv musíte ísť do obchodu, vyzdvihnúť a kúpiť pár piestov, ktorý sa hodí pre jeden motor. Je potrebné rozobrať všetko, čo je odstránené okolo palivového čerpadla. Je to potrebné, aby sa starý pár piestov bez problémov odstránil a nič neprekážalo. Potom musíte odstrániť predný kryt motora, odskrutkovať maticu zaisťujúcu hnacie koleso a potom odskrutkovať všetky potrubia a odstrániť palivové čerpadlo. Všetky časti, ktoré sú v nečistote, musia byť zároveň vyčistené. Až potom môžete začať rozoberať palivové čerpadlo, odskrutkovať samotný pár piestov, ale robte to len s mimoriadnou opatrnosťou a na špeciálne pripravenom mieste so sadou potrebných nástrojov.
Je potrebné opatrne vypustiť palivo, demontovať starý pár piestov, skontrolovať stav zostávajúcich častí, konkrétne vačkovej podložky, valčekov, posilňovacieho čerpadla atď.Potom môžete všetko zostaviť v opačnom poradí, po dôkladnom umytí páru piestov naftou z konzervácie pred inštaláciou.
Na nastavenie množstva vstrekovaného paliva je na pieste špeciálna odrezaná hrana. Keď sa piest pohybuje nahor, najskôr uzavrie výstupný otvor a cez tento okraj sa otvor mierne otvorí. Rezanie tohto okraja sa robí špirálovito, takže pri otáčaní piestu sa mení čas odrezania. Aby sa piest otáčal a robil translačné pohyby, spočíva na vačkovej podložke a zaberá s jej kolíkom. Keď sa podložka otáča, otáča aj piest a vačky nabehnú na valčeky a tlačia ho. Piest sa nastavuje pomocou podložiek rôznych hrúbok. Najdôležitejšie je nezabudnúť, že piestový pár, ktorého cena je pomerne veľká, je veľmi krehký a zložitý, takže s ním musíte zaobchádzať veľmi opatrne.
Prevádzka naftového motora sú štyri cykly, počas ktorých vzniká horľavá zmes paliva a vzduchu. K zapáleniu nedochádza v dôsledku iskry, ale v dôsledku vysokého tlaku, takže kompresný pomer dieselových motorov je vždy zvýšený.
Spoločnosť Cummins Inc. je jedným z popredných svetových výrobcov dieselových motorov a generátorov. Motory tejto spoločnosti sú veľmi odlišné: výkon sa pohybuje od 30 do 3600 koní a veľkosti motora od 1,5 do 90 litrov.
V dieselovom motore nie je zložitejšia a zodpovednejšia jednotka ako systém vstrekovania paliva, presnejšie jeho hlavná časť - vysokotlakové palivové čerpadlo. Mnoho párových dielov, vysoko zaťažené jednotky, prítomnosť presného dávkovacieho systému robia opravu vysokotlakových palivových čerpadiel náročnou úlohou aj v prevádzkových podmienkach. O to ťažšie je opraviť vysokotlakové palivové čerpadlo dieselového motora vlastnými rukami.
V automobilovej technike sa opravuje takmer všetko, snáď okrem jednotlivých olejových tesnení a manžiet, ktorých oprava nie je možná bez špeciálnych materiálov. Zložitosť nastavenia, diagnostiky a opravy vysokotlakových palivových čerpadiel vyžaduje od zamestnanca zručnosti v práci s jemnou mechanikou.
Nastavenie podľa továrenských parametrov je jednoducho nemožné bez špeciálneho diagnostického stojana na opravu vysokotlakových palivových čerpadiel. Počas diagnostickej štúdie vstrekovacieho čerpadla je potrebné skontrolovať:
- cyklické napájanie vysokotlakového čerpadla v celom rozsahu otáčok hriadeľa vysokotlakového palivového čerpadla pri štarte a po prerušení dodávky paliva;
- stabilita vyvinutého tlaku;
- Rovnomerné napájanie vstrekovaného vysokotlakového palivového čerpadla do vstrekovača paliva.
Dokonca aj s prístupom k diagnostickému stojanu a po preštudovaní problému opravy vysokotlakového palivového čerpadla pomocou mnohých videí je veľmi ťažké kvalitatívne skontrolovať a vyhodnotiť jeho prácu.
V ťažkých dieselových motoroch sa používajú piestové, radové vstrekovacie čerpadlá. Takéto zariadenia sú náročnejšie na údržbu a opravu, pretože si vyžadujú špeciálne vybavenie na ich demontáž, takže nebudeme uvažovať o takýchto vysokotlakových palivových čerpadlách a ich opravách.
V dieselovom motore pre cestujúcich sa takmer vždy používa vstrekovacie čerpadlo distribučného typu. Na rozdiel od in-line, v distribučnom čerpadle sa sila na piest prenáša pomocou profilovanej vačky. Konštrukcia vstrekovacieho čerpadla sa ukázala byť kompaktnejšia, ale ťažko sa dá očakávať oprava na kolene.
Vstrekovacie čerpadlo Bosh VP44 je považované za najznámejšie a cenovo dostupné. Potreba opraviť vnútro čerpadla často vzniká, keď:
- zlá trakcia a neúplné spaľovanie paliva aj za ideálnych podmienok - pri absencii zaťaženia a dôkladne zahriateho motora;
- náhla porucha a zastavenie dieselového motora pri zaťažení, ako sa hovorí, „smrť pri vzlete“. Zvyčajne skener v takýchto prípadoch diagnostikuje kód P1630 a P1651.
- výskyt úniku motorovej nafty v oblasti tesnenia stredového hriadeľa vysokotlakového palivového čerpadla.
Preto sa obmedzíme na otázku opravy vysokotlakových palivových čerpadiel vlastnými rukami výmenou tesnení a odstránením odierania pracovných plôch dielov.
Pred demontážou tesnenia hnacieho hriadeľa vstrekovacieho čerpadla sa ho pokúste posunúť v radiálnom smere. Ak je vôľa cítiť rukou, príčinou úniku paliva môže byť opotrebovanie pracovnej plochy hriadeľa alebo je potrebné opraviť ložisko.
Veľký počet delených rovín a párových plôch dielov si vyžadoval použitie veľkého počtu tesnení a tesnení. Spravidla sú vyrobené z kvalitného materiálu a slúžia dlho, kým sa nepoškodia pri oprave alebo údržbe. V tomto prípade sa na opravu vstrekovacieho čerpadla Bosch vlastnými rukami používajú štandardné opravné súpravy.
Pri oprave stačí jednoducho vymeniť tesnenie na snímači polohy hriadeľa a na ovládaní predstihu vstreku. Pre lepšie uchytenie na nové krúžky a gumičky môžete kvapnúť pár kvapiek vretena alebo motorového oleja.

Na preventívnu opravu vstrekovacieho čerpadla Bosch vlastnými rukami budete musieť čerpadlo rozobrať približne v tomto poradí:
- odstráňte dávkovací ventil z koncovej časti vstrekovacieho čerpadla. Za týmto účelom odskrutkujte štyri skrutky prítlačnej dosky a opatrne uvoľnite kábel predstihu vstrekovania. Po odstránení troch skrutiek zaisťujúcich dávkovací ventil ho môžete opatrne vybrať zo zásuvky;
- odskrutkovaním držiaka na hornom kryte môžete odstrániť riadiacu dosku a získať prístup k elektronike;
- nastavte polohu hriadeľa, ako je znázornené na fotografii, odstráňte kameru a získajte prístup k vnútrajšku vstrekovacieho čerpadla;


- po demontáži ložiska pomocou špeciálneho sťahováka dostávame možnosť preštudovať si potenciálneho vinníka zlého výkonu vstrekovacieho čerpadla - piestu jednotky predstihu vstreku. Často dochádza k opotrebovaniu povrchu a trhaniu okrajov dielu. Môžete sa pokúsiť opraviť povrch leštením, výmena celej časti je oveľa drahšia.


Po oprave sa montáž vykoná v opačnom poradí s umývaním dielov motorovou naftou.
Často sa na povrchu piestov okrem odierania nachádza aj ďalší dôvod, prečo vstrekovacie čerpadlo nevyvinie potrebný tlak. Môže to byť spôsobené úlomkami, filmami alebo nánosmi vosku nanesenými na filtračnom sitku vo vnútri čerpadla. Na strane prívodného potrubia je sieťka. Preplachovanie kanálov je problematické a neefektívne, je jednoduchšie vybrať sieťku a prefúknuť ju stlačeným vzduchom.
Rozbité kúsky nečistôt môžu zablokovať piest piestu alebo dokonca spôsobiť zlomenie alebo zlomenie hnacieho hriadeľa čerpadla. Čistenie by sa preto malo vykonávať veľmi opatrne, aby sa zabránilo kontaminácii vnútorných dutín čerpadla.
Medzi mnohými dôvodmi zlyhania elektronickej „pečene“ vysokotlakového palivového čerpadla je prasknutie alebo vyhorenie kontaktov riadiacej dosky a porucha výkonových tranzistorov bežnejšia ako iné. Ak vám znalosti a zručnosti práce s elektronickými zariadeniami umožňujú „diagnostikovať“ výkon tranzistorov a opraviť ich, mali by ste sa pokúsiť identifikovať príčinu a nahradiť vinníka funkčným prvkom.
Ak chcete skontrolovať stav „vinníka“, musíte opatrne otvoriť čierny kryt, ktorý je pevne usadený na gumovom tesnení pomocou skrutiek. Malo by sa odstrániť opatrne, aby sa nepoškodilo samotné tesnenie.


Dôvodom zlyhania nielen tranzistora, ale celej dosky mohol byť vzduch, ktorý sa dostal do dutiny v dôsledku zlého výkonu drenážneho systému alebo spätného ventilu. Často sa snažia eliminovať vetranie roztočením štartéra v nádeji, že týmto spôsobom načerpajú naftu do vysokotlakového palivového čerpadla. V tomto momente je tranzistor otvorený a zaťažený na maximum, čo vedie k intenzívnemu zahrievaniu. Vo vzdušnom prostredí so zlým odvodom tepla nevyhnutne vyhorí. V niektorých nemeckých automobiloch existuje ochrana, ktorá zabraňuje pokusu o naštartovanie motora pri absencii paliva v potrubí. Na tento účel použite snímač paliva v nádrži.
Porucha tranzistora môže byť zistená "vytáčacím" testerom alebo vzhľadom. Najlepšou možnosťou na opravu takejto poruchy by bola výmena celej riadiacej dosky.Možno je to drahšie ako spájkovanie, ale po oprave poskytne zaručenú kvalitu a stabilnú prevádzku vysokotlakového palivového čerpadla. V krajnom prípade dajte dosku a tranzistor na spájkovanie špecialistom - elektrotechnikom.
Pri inštalácii a opätovnej montáži po oprave skontrolujte tesnosť všetkých upevňovacích prvkov.
Ak ste počas procesu revízie nevykonali unáhlené a nerozumné výmeny dielov, zostavené čerpadlo by malo pracovať s približne rovnakými parametrami ako predtým. Štandardne sa na testovanie a nastavovanie vstrekovacieho čerpadla po generálnej oprave používa stojan Bosch EPS-815.
Vo videu sa dozviete, ako zvýšiť tlak piestu vo vstrekovacom čerpadle Bosch VE:
| Video (kliknutím prehráte). |














