Oprava zváracieho horáka pre poloautomatické zariadenie svojpomocne
Podrobne: oprava zváracieho horáka svojpomocne pre poloautomatické zariadenie od skutočného majstra pre stránku my.housecope.com.
0
poipoi 9. augusta 2011
Vo funkčnom stave je poloautomatický prístroj s veľmi ošarpaným horákom.(+ plynové jedy) horák nie je odnímateľný - ide svojou manžetou do hĺbky tela. Je možné vymeniť horák svojpomocne? Je potrebné rovnako hľadať aj horák? alebo môžete priskrutkovať akýkoľvek dodržujúci priemer drôtu?
zariadenie TELWIN TELMIG 130 taký
0
budia 22. januára 2012
1
30. januára 2012
Vo funkčnom stave je poloautomatický prístroj s veľmi ošarpaným horákom.(+ plynové jedy) horák nie je odnímateľný - ide svojou manžetou do hĺbky tela. Je možné vymeniť horák svojpomocne?
Najprv kontaktujte servis, nech vám povie, koľko to stojí samostatne. Prečo dávať niečo na lepidlo a trysky!? A môžete to zmeniť sami, alebo vám ruky narástli zo správneho miesta. Pretože Niektorí ľudia nevedia držať ani skrutkovač. A už vôbec nevedia vymeniť horák.
Poloautomatický zvárací stroj je pomerne populárnym zariadením medzi profesionálnymi a domácimi remeselníkmi, najmä tými, ktorí sa zaoberajú opravou karosérie. Túto jednotku je možné zakúpiť už hotovú. Ale mnohí majitelia invertorových zváracích strojov sa pýtajú: je možné zmeniť invertor na poloautomatické zariadenie, aby si nekúpil ďalšiu zváračku? Výroba poloautomatického zariadenia z meniča vlastnými rukami je pomerne náročná úloha, ale so silnou túžbou je to celkom možné.
Na zostavenie jednotky budete potrebovať nasledujúce položky:
invertorový zvárací stroj;
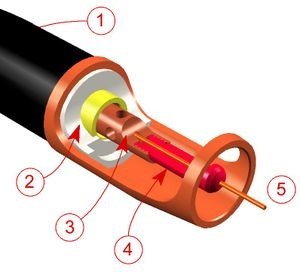
horák, ako aj špeciálna flexibilná hadica, vo vnútri ktorej prechádza plynové potrubie, vedenie drôtu, napájací kábel a elektrický ovládací kábel;
mechanizmus pre rovnomerné automatické podávanie drôtu;
riadiaci modul, ako aj regulátor otáčok motora (regulátor PWM);
fľaša na ochranný plyn (oxid uhličitý);
solenoidový ventil na odpojenie plynu;
cievka s elektródovým drôtom.
Video (kliknutím prehráte).
Na zostavenie domáceho poloautomatického zariadenia zo zváracieho invertora musí tento generovať zvárací prúd najmenej 150 A. Bude však musieť byť mierne vylepšený, pretože charakteristiky prúdového napätia (CVC) meniča nie sú vhodné. na zváranie elektródovým drôtom v prostredí ochranného plynu.
Ale o tom neskôr. Najprv musíte vyrobiť mechanickú časť poloautomatického zariadenia, konkrétne mechanizmus podávania drôtu.
Keďže kŕmidlo bude umiestnené v samostatnom boxe, je na tento účel ideálne. prípad počítačového systému. Navyše nemusíte vyhadzovať napájací zdroj. Dá sa prispôsobiť činnosti preťahovacieho mechanizmu.
Najprv musíte zmerať priemer cievky drôtu alebo po naznačení na papieri vystrihnúť kruh a vložiť ho do tela. Okolo cievky musí byť dostatok miesta na umiestnenie ďalších komponentov (napájací zdroj, hadice a podávač drôtu).
Zariadenie na ťahanie drôtu je vyrobené z mechanizmu stierača čelného skla z auta. Pod ňu je potrebné navrhnúť rám, ktorý pojme aj prítlačné valčeky. Rozloženie musí byť nakreslené na hrubý papier v skutočnej mierke.
Podávač by mal byť inštalovaný v kryte tak, aby bol konektor na vhodnom mieste.
Aby sa drôt mohol podávať rovnomerne, musia byť všetky komponenty upevnené presne oproti sebe. Valčeky musia byť vycentrované vzhľadom na otvor pre vstupnú armatúru, ktorá sa nachádza v konektore na pripojenie hadice.
ako valčekové vodidlá použite ložiská s vhodným priemerom. Na nich je pomocou sústruhu obrobená malá drážka, po ktorej sa bude pohybovať elektródový drôt. Pre telo mechanizmu môžete použiť preglejku s hrúbkou 6 mm, textolit alebo odolný plechový plast. Všetky prvky sú upevnené na základe, ako je znázornené na nasledujúcej fotografii.
Používa sa ako primárne vedenie drôtu axiálne vŕtaná skrutka. Výsledkom je niečo ako drôtený extrudér. Na vstupe armatúry je nasadený cambric vystužený pružinou (kvôli tuhosti).
Tyče, na ktorých sú valčeky upevnené, sú tiež odpružené. Upínacia sila sa nastavuje pomocou skrutky umiestnenej dole, ku ktorej je pripevnená pružina.
Základ pre upevnenie cievky môžu byť vyrobené z malého kúska preglejky alebo textolitu a orezania plastovej rúrky vhodného priemeru.
Ďalej je potrebné všetky komponenty starostlivo umiestniť do puzdra.
Aby sa pri zváraní dosiahla dobrá kvalita zvaru, je potrebné zabezpečiť, aby sa drôt privádzal určitou a konštantnou rýchlosťou. Pretože motor zo stierača je zodpovedný za rýchlosť posuvu zariadenia, je potrebné zariadenie, ktoré dokáže zmeniť rýchlosť otáčania jeho kotvy. Na to je vhodné hotové riešenie, ktoré sa dá kúpiť aj v Číne a je to tzv PWM regulátor.
Nižšie je uvedený diagram, z ktorého je zrejmé, ako je regulátor otáčok pripojený k motoru. Regulátor ovládača s digitálnym displejom je zobrazený na prednom paneli skrinky.
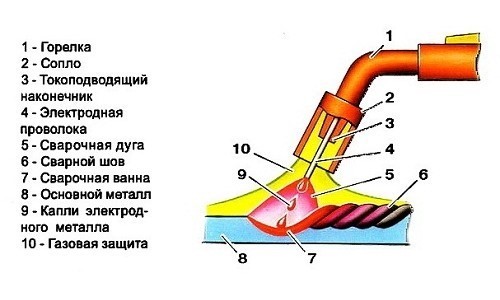
Ďalej je potrebné nainštalovať relé ovládajúce plynový ventil. Bude tiež ovládať štartovanie motora. Všetky tieto prvky je potrebné aktivovať stlačením štartovacieho tlačidla umiestneného na rukoväti horáka. V tomto prípade by prívod plynu do miesta zvárania mal byť skôr (asi o 2-3 sekundy) pred začiatkom podávania drôtu. V opačnom prípade sa oblúk zapáli v atmosfére atmosférického vzduchu a nie v prostredí ochranného plynu, v dôsledku čoho sa elektródový drôt roztaví.
Oneskorovacie relé pre domáce poloautomatické zariadenie je možné zostaviť na základe 815. tranzistora a kondenzátora. Na získanie pauzy 2 sekundy bude stačiť kondenzátor 200-2500 uF.
Solenoidový uzatvárací ventil umiestnené na akomkoľvek mieste, kde nebude prekážať pri prevádzke pohyblivých častí, a je zapojené do obvodu podľa schémy. Môžete použiť vzduchový ventil od GAZ 24 alebo si kúpiť špeciálny určený pre poloautomatické zariadenia. Ventil je zodpovedný za automatický prívod ochranného plynu do horáka. Zapne sa po stlačení štartovacieho tlačidla umiestneného na poloautomatickom horáku. Prítomnosť tohto prvku výrazne šetrí spotrebu plynu.
Ďalej, po inštalácii všetkých uzlov v puzdre, bude pripevnenie k meniču pre poloautomatické zváranie pripravené na prevádzku.
Ale ako už bolo uvedené, charakteristiky prúdového napätia (CVC) meniča nie sú vhodné na plnú prevádzku poloautomatického zariadenia. Preto, aby poloautomatická predpona fungovala v tandeme s meničom, je potrebné vykonať malé zmeny v jeho elektrickom obvode.
Existuje mnoho schém na zmenu charakteristiky I-V meniča, ale najjednoduchší spôsob, ako to urobiť, je nasledujúci:
zostavte zariadenie pomocou škrtiaca klapka zo žiarivky podľa nižšie uvedenej schémy;
na pripojenie zostaveného zariadenia budete musieť zostaviť ďalší blok podľa nasledujúcej schémy;
Aby menič nespustil snímač prehriatia, musí byť k nemu prispájkovaný (paralelne) optočlen, ako je znázornené na nasledujúcom obrázku.
Ale ak je zvárací prúd riadený v striedači so skratom, potom môžete zostaviť jednoduchý obvod troch rezistorov a prepínača režimu, ako je znázornené nižšie.
Výsledkom je, že premena zváracieho invertora na poloautomatické zariadenie bude stáť 3-krát lacnejšie ako už hotová jednotka. Ale samozrejme, pre vlastnú montáž zariadenia budete musieť mať určité znalosti v rádiovom biznise.
Poloautomatické zváracie stroje sú jednoduché a spoľahlivé. Ale nič nie je večné, dokonca aj najkvalitnejšie mechanizmy môžu zlyhať, hlavnými dôvodmi môžu byť porušenia pravidiel prevádzky.
Poloautomatické zváracie zariadenie.
Najčastejšie sa poruchy poloautomatického zváracieho stroja vyskytujú v najslabších častiach zariadenia. V tomto mechanizme je takýmto miestom značkový blok, ku ktorému sa pripája zváracie vedenie. V prípade zlého kontaktu v kombinácii so zvýšeným zváracím prúdom môže dôjsť k prehriatiu spojov a káblov k nemu pripojených. To povedie k zničeniu spojenia, následnému spáleniu izolačnej vrstvy na koncoch vinutia a môže dôjsť ku skratu.
V tomto prípade sa vyhrievané spoje vytriedia, kontakty a svorky sa vyčistia, aby sa dobre hodili kontakty všetkých prvkov. Môžu sa vyskytnúť aj iné poruchy.
Práca poloautomatického zváracieho stroja.
V tejto situácii pri pripojení k sieti dôjde k samovoľnému vypnutiu, pretože sa spustí ochranný prvok. Takéto problémy sa najčastejšie vyskytujú v procese uzatvárania vysokonapäťového okruhu. Zvyčajne uzatvárajú vodiče a puzdro alebo samotné vedenie. Ochrana môže fungovať v dôsledku skratu medzi závitmi cievky alebo prvkami magnetického obvodu.
Ak je potrebná oprava, odpojte zvárací stroj od siete, nájdite zdroj problému a opravte ho - môže to byť obnova izolácie, výmena kondenzátora a iné možné poruchy.
Tento druh problému je najčastejšie sprevádzaný prehriatím zariadenia. Môže existovať niekoľko faktorov:
skrutky, ktoré uťahujú magneticky vodivé prvky, sú uvoľnené;
zlomenie v upevnení jadra alebo v mechanizme na pohyb cievok;
preťaženie zariadenia (zvárací stroj pracoval pomerne dlho, najvyššie ukazovatele prúdu, veľký prierez elektródy).
Zariadenie môže tiež silne bzučať, keď sú skratované zváracie káble alebo prvky magnetického obvodu. Pri vytváraní takejto poruchy je potrebné skontrolovať všetky upevňovacie prvky av prípade potreby ich dotiahnuť, odstrániť poruchy v mechanizme upevnenia jadra, je potrebné skontrolovať a izolovať zváracie káble.
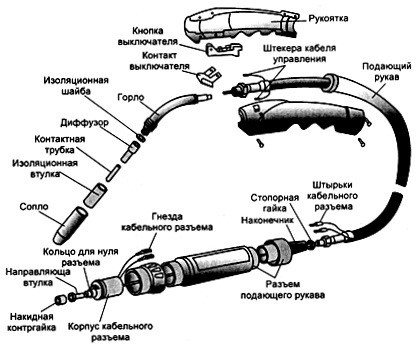
Poloautomatické horákové zariadenie.
Najčastejšie k takýmto porušeniam dochádza v dôsledku nedodržiavania prevádzkových pravidiel - nastavenie zváracieho prúdu prekračuje povolené limity, používajú sa príliš veľké elektródy a tiež sa porušuje doba prevádzky (bez nevyhnutnej prestávky) zváracieho stroja. . Ak sa vyskytnú takéto problémy, je potrebné dodržať režim povolený pre toto zariadenie, ako aj ochladiť zariadenie a dať si prestávku v práci.
Nadmerné prehriatie vedie ku skratom závitov vinutia cievky - to sú dôsledky spálenia izolačnej vrstvy, čo vedie dokonca k dymu. Toto sa považuje za najvážnejšiu poruchu, pri ktorej môže zariadenie vyhorieť. Ak k tomu dôjde, potom je potrebné obnoviť izolačnú vrstvu vedenia v cievkach, ale stáva sa, že sa nezaobídete bez úplného previnutia. Pri prevíjaní by sa mal použiť drôt z predchádzajúcej časti a s rovnakým počtom závitov.
A ak je malý indikátor zváracieho prúdu? Tieto poruchy sú spojené s poklesom napätia napájacích sietí alebo poruchou regulátora, ktorý dodáva prúd do zariadenia.
Ak prúd zváracieho stroja nie je regulovaný, potom sa podobný problém vyskytuje pri poruche mechanického nastavenia prúdu.
Regulátory v každom modeli majú inú modifikáciu. Problémy sa najčastejšie vyskytujú v skrutkách regulátora, v upínacích prvkoch, pri nerovnomernej pohyblivosti sekundárnych cievok, pri skrate tlmivky, ako aj pri prenikaní nečistôt alebo cudzích predmetov.V tomto prípade musí byť puzdro odstránené a je potrebné študovať všetky ovládacie mechanizmy.
Spontánne prerušenie oblúka bez možnosti obnovenia práce. Pri takejto poruche sa namiesto oblúka objavia iba iskry. Stáva sa to, ak dôjde k poruche vo vysokonapäťovom vinutí, v dôsledku skratu zváracích drôtov, ak je prerušené spojenie drôtov so svorkami zariadenia.
Nadmerný odber prúdu v sieti bez zaťaženia. Takýto problém môže vzniknúť v dôsledku skratu závitov vinutia, ktorý možno odstrániť obnovením izolácie alebo úplnou výmenou vinutia na zváracej cievke.