Detailne: Urob si sám stojan na opravu hláv valcov od Evgeny Travnikovej od skutočného majstra pre stránku my.housecope.com.
Vysoké požiadavky na presnosť spracovania prvkov hlavy valcov v opravárenskej praxi diktujú potrebu použitia špecializovaného zariadenia.
Zariadenia na opravu hláv valcov vyrábajú mnohé spoločnosti, ale nie všetky vzorky obrábacích strojov a nástrojov sa úspešne používajú v praxi. Náš sortiment strojového vybavenia a nástrojov pozostáva len z najlepších modelov vo svojom segmente a spĺňa všetky moderné požiadavky.
Dobrý deň. Pred začatím tohto článku vám trochu vysvetlím, o čom sa bude diskutovať. Pôjde nielen o špeciálne náradie, s ktorým si hlavu valcov opravíte, ale aj o to, ako s týmto náradím správne pracovať. Ukazuje sa, že nie každý vie, ako správne používať špeciálny nástroj, a to niekedy vedie k nenapraviteľným následkom. Pokúsim sa podrobne opísať celý proces práce, aby ste mohli nezávisle vykonávať všetky práce na oprave hlavy valcov.
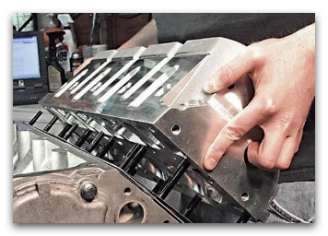
Takže začnime. V princípe je celý proces takmer rovnaký, ako v klasike, tak aj v Samare a ich nasledujúcich modeloch. Prvá vec, ktorú musíme riešiť, je odstránenie pružín a ventilov (dehydratácia ventilov). Na tento účel sa používa špeciálny sťahovák.
Samozrejme, existuje veľa rôznych zariadení, ale toto je najbežnejšie. To je to, čo zvážime. Sťahovák je pripevnený prednou časťou k čapu a na pružinovú dosku nainštalujeme špeciálnu rukoväť.
Teraz potrebujeme špeciálny substrát v spaľovacej komore pod ventilom. Prečo je potrebná? Keď stlačíte páku zariadenia, ventil sa spustí a bude prechádzať zodpovedajúcou dráhou, kým jeho platňa nespočinie napríklad na stole, na ktorý zdvihnete hlavu. V tomto čase sa pružina stlačí a nedovolí vytiahnuť krekry. Týmto substrátom môže byť kus gumy požadovanej hrúbky alebo drevený blok.
| Video (kliknutím prehráte). |
Zatlačením na páku sa ventil opiera o substrát a sušienky môžete ľahko odstrániť.
Opatrne vložte všetky krekry do škatuľky, pretože potom je veľmi ťažké hľadať stratený kreker.
Existuje, samozrejme, barbarský spôsob extrakcie sušienok. Stojí za to uchýliť sa k nemu iba v špeciálnych prípadoch, keď neexistuje žiadny špeciálny sťahovák. Tento proces sa vykonáva pomocou kladiva a kusu kovovej rúry (sem sa hodí kľúč na sviečky).
Po údere ihneď neodstraňujte kladivo, inak sa sušienky rozptýlia do strán. Do hornej časti tuby môžete napchať kúsok handry, oddialite tak lietajúce krekry.
Ďalším nástrojom, ktorý potrebujeme, je sťahovák vedenia ventilov. Postup výmeny vodidiel ventilov som napísal v článku (Výmena vodidiel ventilov). Existujú rôzne typy extraktorov. Najprv (šok).
Prečo perkusie? Ale pretože k lisovaniu dochádza úderom kladiva na tŕň. Táto metóda nie vždy ide hladko. Boli prípady, keď sa tŕň zošikmil a odstránil trochu kovu z pristávacej roviny puzdra, čím sa znížila tesnosť jeho uloženia, čo v našom prípade nie je dobré.
Bežným zariadením sa stal skrutkový sťahovák s hladkým uložením.
Tento sťahovák umožňuje hladkú a bezpečnú výmenu puzdra. Predávajú sa v predajniach áut, ale môžete si ich vyrobiť sami a určite ich uverejním hneď, ako nakreslím kresbu.
Potrebujeme tiež nástroj na odstránenie a inštaláciu tesnenia ventilu. Práce na odstránení a inštalácii olejových tesnení sa musia vykonávať opatrne.Prečo si dávať pozor? Pretože strana, na ktorej je upchávka nainštalovaná, je veľmi krehká a môže sa poškodiť.
Na demontáž sa používajú špeciálne svorky, mimochodom, túto svorku si môžete vyrobiť sami. Videl som, ako jeden remeselník vyrobil svorku z orecha rozrezaného na polovicu, privareného k okrúhlym kliešťom.
Metóda extrakcie je jednoduchá. Zakryjete olejové tesnenie, ktoré sa má odstrániť, a striktne vertikálne posúvajte rukoväť pozdĺž osi v jednom a druhom smere, pričom sa naťahujete smerom nahor. Je prísne zakázané uvoľňovať upchávku do strán, pretože hrozí nebezpečenstvo poškodenia bočnej strany vodiaceho puzdra a bude potrebné vodidlo vymeniť.
Inštalácia vývodiek (klobúčikov) sa vykonáva v špeciálnom tŕni.
Pred inštaláciou olejových tesnení skontrolujte ich tesnosť. Skúste si ho rukami nasadiť na okraj rukáva. Ak to nenájde, potom je to naša žľaza a môže byť nainštalovaná. Ak je olejové tesnenie uvoľnené alebo uvoľnené, potom z neho uniká olej a nebude vykonávať svoju prácu.
Ďalej potrebujeme nástroj, ako je zametanie.
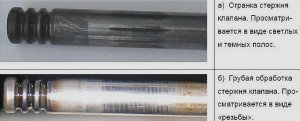
Odporúčam používať práve takéto výstružníky, pretože majú vodidlo pre presné zadanie do otvoru. Potrebujeme výstružník s priemerom 8,00 mm. Rozmiestnenie je nasledovné. Nainštalujte výstružník do novo zalisovaného vodiaceho puzdra a miernym tlakom ho posúvajte, kým nevyjde na druhej strane.
Ďalším krokom je lapovanie ventilov. Pred lapovaním ventilov musia byť ošetrené frézami.
Je lepšie použiť takéto kužele. Potrebujeme tri frézy s rôznymi uhlami spracovania. Prvý je 45 stupňov, druhý 60 a tretí 30. Sedlo ventilu obrábajú s ľahkosťou a bez väčšej námahy.
Po úprave sediel frézami je potrebné ich zabrúsiť. Aký nástroj sa používa na lapovanie ventilov, odporúčam prečítať si článok (Nástroj na lapovanie ventilov).
Možno je to všetko zo špeciálneho nástroja, potom sa všetko dá urobiť pomocou kľúčov a skrutkovačov.
To je zatiaľ všetko a ak ešte niečo príde, určite to doplním.
Hlavne na čo si treba dať pozor je nevhodné/nepresné spojenie medzi rozdeľovacími ventilmi a hlavou valcov. Výskyt najmenších nepravidelností alebo krokov môže viesť k nežiaducim následkom, ktoré začnú spomaľovať pohyb, čiastočne blokujú kanál, a preto musia byť odstránené. Po odstránení miest so zjavnými nezrovnalosťami je potrebné upraviť tesnenia rozdeľovača, pretože môžu byť tiež prekážkou prietoku.
Je tiež potrebné nasadiť kolektor na kolíky. Toto je mimoriadne dôležité urobiť z toho dôvodu, že upevňovacie prvky držiace rozvody sa môžu roztiahnuť a v dôsledku toho dôjde k miernej zmene rovín hlavy valcov vzhľadom na rozvodné potrubie. Ak sa tak nestane, všetka práca na predchádzaní nezrovnalostiam bude zbytočná.
Chcem poznamenať, že na kolektor je potrebné umiestniť dva kolíky (na okrajoch).
Pred pripojením hlavy valca a rozdeľovača musíte urobiť otvor pomocou fréz na zdokonalenie hlavy valca. Potom nasadíme čap na hlavu a nasadíme zberač. Je dôležité, aby druhý sedel voľne, ale nemalo by dôjsť k žiadnej vôli. Potom môžete s veľkou istotou zaručiť presné umiestnenie týchto dvoch prvkov. Ešte je potrebné urobiť niekoľko otvorov v tesnení. Takto by malo prebiehať optimálne dokovanie.
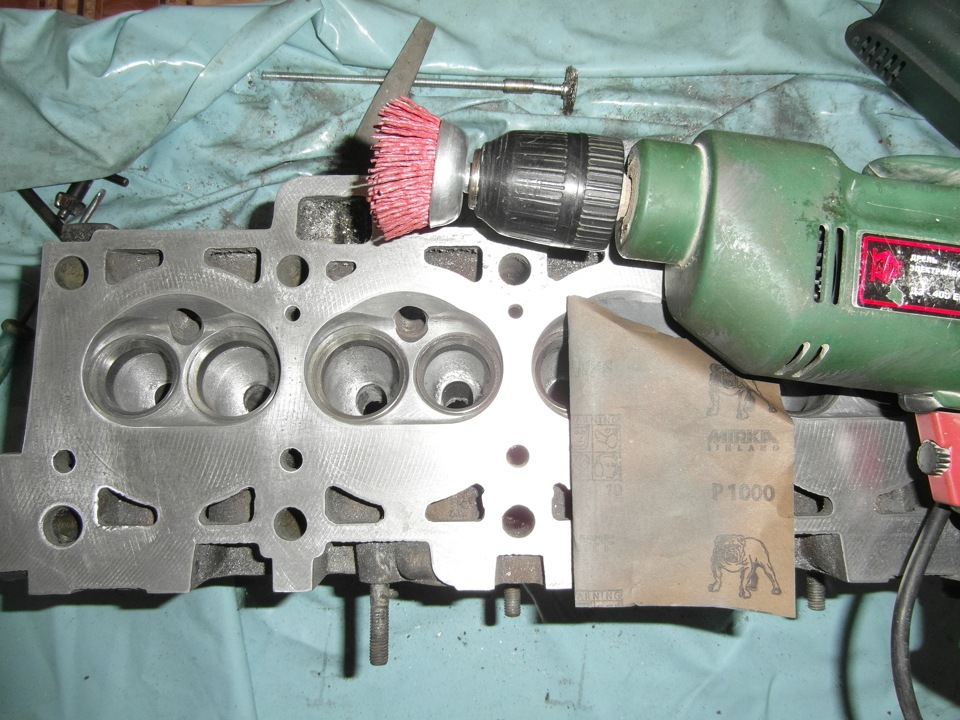
Finalizácia hlavy valcov tiež prináša potrebu úpravy kanálov, pretože v nich možno pozorovať deformovaný tvar, kov pod puzdrami atď. Dokončenie kanálov sa vykonáva pomocou guľovej frézy. Je lepšie, keď nemáte jednu frézu, ale niekoľko a s rôznymi parametrami (veľkosti a tvary). Prácou s frézou môžete dosiahnuť odstránenie akýchkoľvek nezrovnalostí, ako aj zvýšiť priechodný úsek. 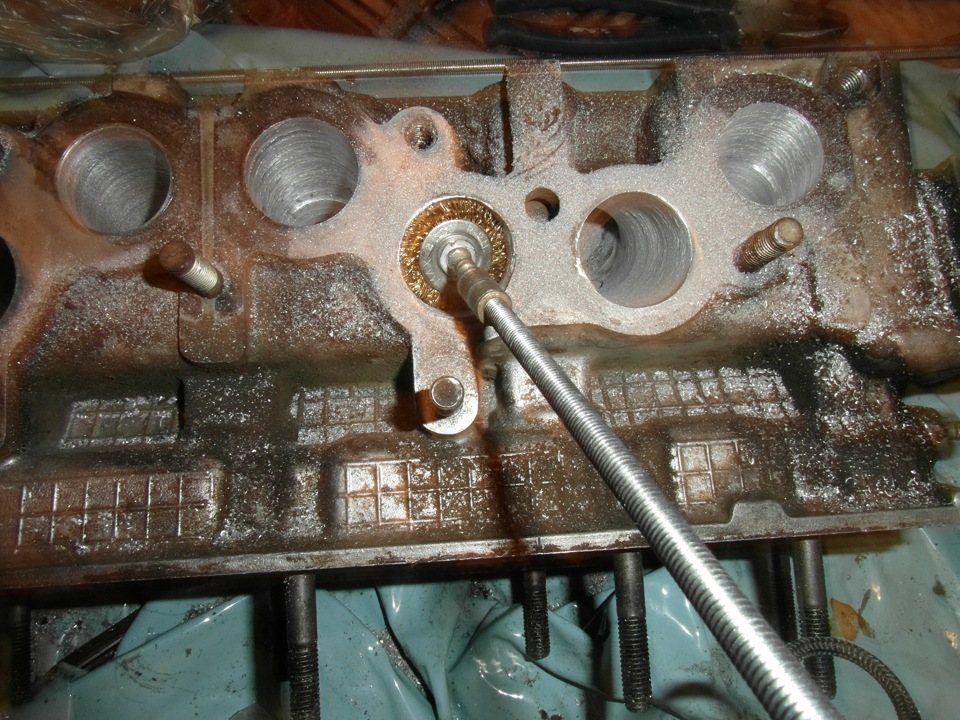
Je mimoriadne dôležité zabezpečiť, aby bol ohyb kanála čo najhladší a aby boli dodržané príslušné rozmery zakrivenia. Povrch na sacích kanáloch by mal byť mierne drsný - to prispieva k dobrému odparovaniu benzínu z jeho stien. Výstupný kanál je možné vyleštiť do lesku. Prierez kanála by nemal mať okrúhly tvar, má mierne eliptický tvar.
Pri zvyšovaní kanálov je dôležité, aby ste to nepreháňali, musíte poznať mieru, pretože je možné sa dotknúť chladiaceho kanála alebo olejového kanála. Hlava valcov na klasických motoroch vám umožňuje zväčšiť a rozšíriť kanály, zatiaľ čo na 8-ventilových motoroch VAZ sú problémy nevyhnutné.
Predtým, ako sa priamo pustíte do nudných kanálov, mali by ste zistiť, kde začať tento proces - od zberateľa alebo gb. Ak potrebujete výrazne zväčšiť priemer ventilov, potom je lepšie začať od oblasti, kde sú ich steny tenšie. Týmto spôsobom znížite riziko náhodného otvorenia kanálov pri ďalšom zarovnávaní. Časti puzdier vyčnievajúce do kanálov je tiež potrebné upraviť tak, aby neprekážali. 
Spravidla je potrebné ich skrátiť alebo naostriť. Sú situácie, keď sa puzdrá obrusujú zo steny ventilu. Niektorí motoristi považujú túto metódu za najlepšiu, pokiaľ ide o výhody, aj keď v praxi to málokto robí, pretože výrazne znižuje životnosť vodidiel. Správna úprava ventilov je možná len za dvoch podmienok: skúsenosti a dodržiavanie pokynov.
Zdokonalením ventilov je zníženie hmotnosti a zvýšenie priechodnosti. Na odľahčenie ventilu je potrebné ho prebrúsiť alebo prebrúsiť. Prebytočný kov v tomto prípade bude odstránený z oboch strán. Finalizuje sa aj driek ventilu - treba ho zúžiť. Môžete si vybrať aj možnosť bez výmeny puzdier, v takom prípade je potrebné nohu zoštíhliť v celej ploche od vodiacej objímky až po platňu. Špeciálny výsledok možno dosiahnuť zmenšením priemeru stonky. Napríklad zníženie drieku z ôsmich mm na sedem pomáha znížiť hmotnosť samotnej tyče o 20%, zvyšuje priechodnosť (to je v 8-ventilových motoroch).
V skutočnosti sú ventily vyrobené zo zliatiny titánu a hliníka, a preto majú úžasnú ľahkosť, ktorá je kombinovaná s niektorými nepríjemnými momentmi: vysoká cena a krehkosť. Vzhľadom na túto krehkosť sú pre pružiny a sedlá ventilov vydané prísne odporúčania. Pružiny môžu zostať z výroby alebo mierne oslabené. Je žiaduce vymeniť sedlá za iné vyrobené z bronzu.
Zdokonalenie hlavy valcov znamená aj zmenu tvaru spaľovacieho priestoru. V tomto prípade možno rozlíšiť tri oblasti práce:
- Zníženie detonácie
- Zlepšenie plnenia valcov
- Splnenie podmienok pre optimálne rozloženie zmesi v spaľovacej komore.
Detonácia veľmi zaťažuje piesty a krúžky. Dá sa určiť podľa úrovne kovových zvukov, ktoré sa šíria motorom auta. Zdrojmi tohto javu môžu byť najvzdialenejšie časti spaľovacej komory od zapaľovacej sviečky. Rieši sa to takto:
· Je potrebné minimalizovať prácu v spaľovacej komore, ktorá zvyšuje šírenie horenia.
· Minimalizovať počet sekcií CS. Takéto oblasti sú rohy komôr a ostré hrany. Aby ste to dosiahli, musíte povrch čo najšetrnejšie vyhladiť.
Posledné dve prevedenia na zlepšenie tvaru spaľovacej komory sú veľmi ťažké urobiť sami, pretože musíte mať vynikajúce znalosti v oblasti fyziky.
Spresnenie hlavy valcov nie je v niektorých fázach celkom zložité a je to úplne opodstatnený postup. Správna kultivovanosť zvýši výkon motora vášho auta.
Vo videu mechanik hovorí o nuansách správneho otvoru kanálov v potrubí pre upravenú hlavu.

Začnime definovaním pojmov. Blok valcov moderného automobilu je základom motora, na ktorom sú namontované zvyšné komponenty motora: valce, kľukový hriadeľ, olejová vaňa, hlava valcov.
Práve tá porucha a oprava hlavy valcov nás zaujíma. Je možné opraviť hlavu valca vlastnými rukami v prostredí garáže? A remeselníci odpovedajú jednoznačne – áno, oprava hlavy valcov svojpomocne je možná.

Začnime objasnením, že oprava hlavy valcov je zložitá operácia a bude od vás vyžadovať: trochu porozumenia štruktúre bloku, prítomnosť špeciálneho zámočníckeho nástroja a schopnosť ho používať.
Základné nástroje potrebné na opravu hlavy valcov
- Tŕň na lisovanie olejových tesnení.
- Mikrometer na meranie ventilov a vodiacich puzdier.
- Výstružník na vystružovanie nových puzdier.
- Tŕň na lisovanie puzdier.
- Tŕň na lisovanie puzdier.
- Zariadenia na praskanie ventilových pružín.
- Sada zahĺbení pre obnovu ventilových sediel.
- Horúca platňa na ohrev hlavy valcov pri odstraňovaní porúch a pred lisovaním puzdier.

Nezabudnite na potrebné náhradné diely a štítky
Takmer každá oprava hlavy valcov si spravidla vyžaduje jej demontáž. Výnimkou je napríklad výmena tesnení drieku ventilu. Preto pred začatím demontáže hlavy valcov myslite na nákup potrebnej sady náhradných dielov.

Dnešný trh ponúka súpravy hláv (alebo, zjednodušene povedané, špičkové súpravy), ktoré zahŕňajú tesnenie hlavy valcov a všetky tesnenia a tesnenia, ktoré sú nad hlavným tesnením.
Nástroj a minimálna súprava sú pripravené, začneme odstraňovať problémy s hlavou valcov.